5 errores al mecanizar titanio: parámetros y refrigeración
La vida útil de las herramientas en Ti-6Al-4V es entre un cuarto y un tercio de la del acero inoxidable 304. La velocidad de corte debe reducirse a la mitad. La tasa de extracción de material cae más de un 50 %. Estos datos los conoce cualquier jefe de taller que haya mecanizado titanio.
Pero la culpa no es del titanio. La mayoría de las veces, el problema está en el método de mecanizado.
Nuestro taller CNC procesa más de 5 toneladas de piezas de titanio al mes. Los 5 errores que se describen a continuación los hemos cometido nosotros mismos y los hemos visto una y otra vez en las piezas que los clientes nos envían para retrabajar. Cada error incluye parámetros concretos —no consejos genéricos como “preste atención a la velocidad de corte”, sino números que se pueden introducir directamente en la máquina.
Error 1: Copiar los parámetros del acero inoxidable
Es el error más habitual entre quienes se inician en este material. La causa directa es sencilla.
La velocidad de corte recomendada (Vc) para el acero inoxidable 304 es de 80-150 m/min. Para el Ti-6Al-4V, es de 40-60 m/min. La diferencia es del doble. Sin embargo, cuando un taller recibe su primer pedido de titanio, los operarios tienden a arrancar la máquina con los parámetros del inoxidable.
El resultado: la temperatura en el filo supera los 600 °C al instante. La conductividad térmica del titanio es solo un sexto de la del acero —todo el calor se concentra en el filo y no puede disiparse a través de la pieza. El recubrimiento de carburo se destruye en 3-5 minutos. La herramienta queda inservible. Peor aún: las altas temperaturas generan una capa endurecida superficial (alpha case) que dificulta el mecanizado posterior.
Parámetros correctos:
- Vc: 40-60 m/min (valor inferior para acabado)
- Avance por diente fz: 0,08-0,15 mm/diente
- Profundidad de pasada ap: 2-4 mm en desbaste, 0,3-0,8 mm en acabado
- Herramienta: carburo recubierto (TiAlN o AlCrN), ángulo de filo ≤ 45°
Error 2: Caudal de refrigerante insuficiente o dirección incorrecta
El mecanizado de titanio depende de la refrigeración mucho más que cualquier otro metal. Sin exageración.
El acero inoxidable puede mecanizarse con lubricación mínima (MQL) o incluso en seco. Con el titanio no es posible. Su baja conductividad térmica hace que, si el refrigerante no cubre con precisión la zona de corte, la temperatura local en el filo puede escalar de 200 °C a 800 °C en cuestión de segundos. El recubrimiento se desprende y la herramienta astilla.
El error habitual no es “olvidarse del refrigerante”, sino que el caudal es demasiado bajo o la boquilla está mal orientada. Si el refrigerante llega por el lateral, enfría únicamente la viruta pero no la zona de contacto filo-pieza —un gasto completamente inútil.
Correcciones:
- Caudal: ≥ 20 L/min (refrigeración de alta presión, 70-100 bar, ofrece los mejores resultados)
- Dirección de la boquilla: directamente hacia la zona de contacto filo-pieza, no hacia las virutas
- Concentración del refrigerante: 8-12 % (superior al 5-8 % habitual en inoxidable)
- Si la máquina admite refrigeración interna (through-spindle coolant), úsela de forma prioritaria —la vida útil de la herramienta mejora entre un 30 y un 50 %
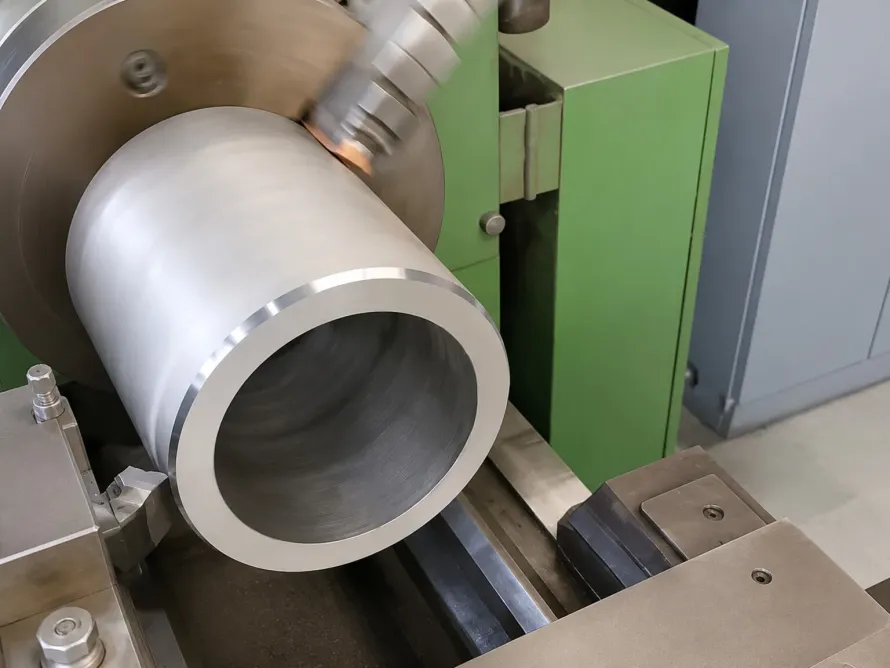
Error 3: Detener la herramienta sobre la pieza
El titanio tiene una propiedad infravalorada: su módulo de elasticidad es bajo. ¿Cuánto? Aproximadamente 114 GPa —el acero inoxidable llega a 193 GPa y el aluminio a 69 GPa. El titanio queda en un punto intermedio.
Esto significa que el titanio “rebota” (spring back) bajo la presión de corte. Cuando la herramienta se detiene o desacelera en una posición —por ejemplo, en un cambio de dirección, una pausa o una transición entre bloques de programa— la pieza vuelve hacia atrás y presiona el filo. El resultado son filos astillados o marcas de vibración (chatter marks) en la superficie.
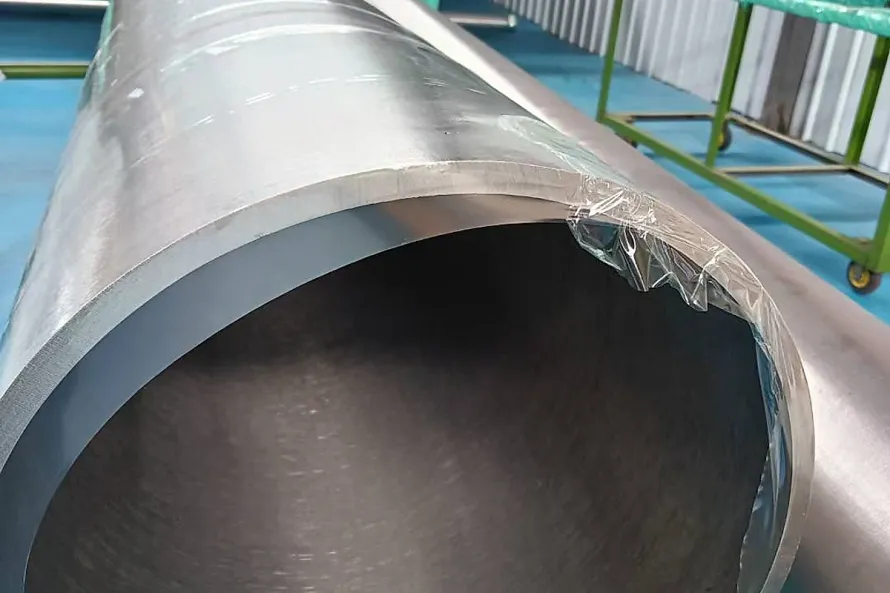
En nuestro taller, este problema es especialmente acusado al mecanizar tubos de titanio de paredes delgadas y bridas de titanio. En piezas con espesores inferiores a 3 mm, el rebote puede alcanzar 0,05-0,1 mm —suficiente para provocar fuera de tolerancia dimensional.
Correcciones:
- Programar sin detenciones de la herramienta en estado de corte: mantener avance continuo
- En piezas de paredes delgadas, usar entradas y salidas en arco (arc lead-in/out), no en línea recta
- En acabado, usar fresado en concordancia (climb milling), no en oposición —el ángulo de entrada es menor y el rebote se reduce
- Diseñar utillajes con apoyos auxiliares para minimizar la deformación de paredes delgadas
Error 4: Ignorar la morfología de la viruta

La viruta habla. No es una metáfora.
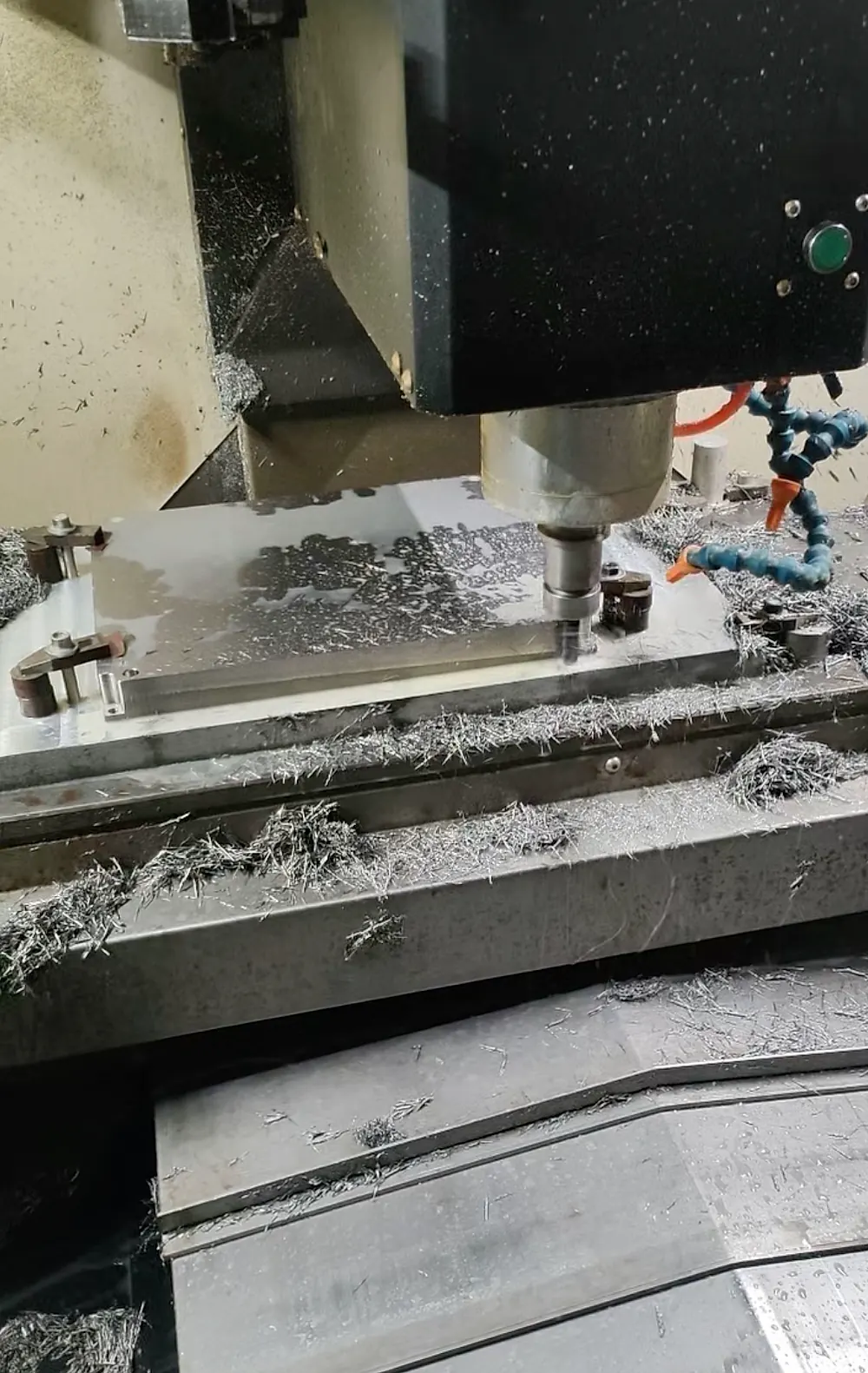
La viruta ideal en el mecanizado de titanio es corta y curvada, con forma de “C” o “6”. Si se observan virutas largas en forma de cinta enrollándose alrededor de la herramienta, los parámetros tienen un problema —normalmente avance demasiado bajo o profundidad de pasada insuficiente.
El peligro de las virutas en cinta no se limita al enredo. Frotan repetidamente entre la herramienta y la pieza, generando calentamiento secundario que acelera el desgaste. El problema más oculto: esas virutas rayan la superficie ya mecanizada y hacen que la rugosidad no alcance la especificación. Para piezas de mecanizado de precisión que requieren Ra inferior a 0,8, eso es motivo de rechazo directo.
“Tenemos una regla empírica: si la viruta supera los 30 mm, hay que parar la máquina y revisar los parámetros. La viruta ideal de titanio debe medir entre 5 y 15 mm, curvada, fragmentada y que no se enrolle. Si se ven virutas largas, la primera reacción no es aumentar el refrigerante, sino subir el avance.” — Jefe de taller Liu
Correcciones:
- Avance por diente no inferior a 0,06 mm/diente —un avance demasiado bajo produce fricción en lugar de corte
- Usar plaquitas con geometría rompevirutas (chip breaker)
- Si la viruta sigue siendo larga, aumentar la profundidad de pasada —un corte más profundo genera virutas más gruesas que se fracturan con mayor facilidad
Error 5: No realizar el recocido de alivio de tensiones tras el mecanizado
El endurecimiento por deformación del titanio es más severo de lo que la mayoría prevé.
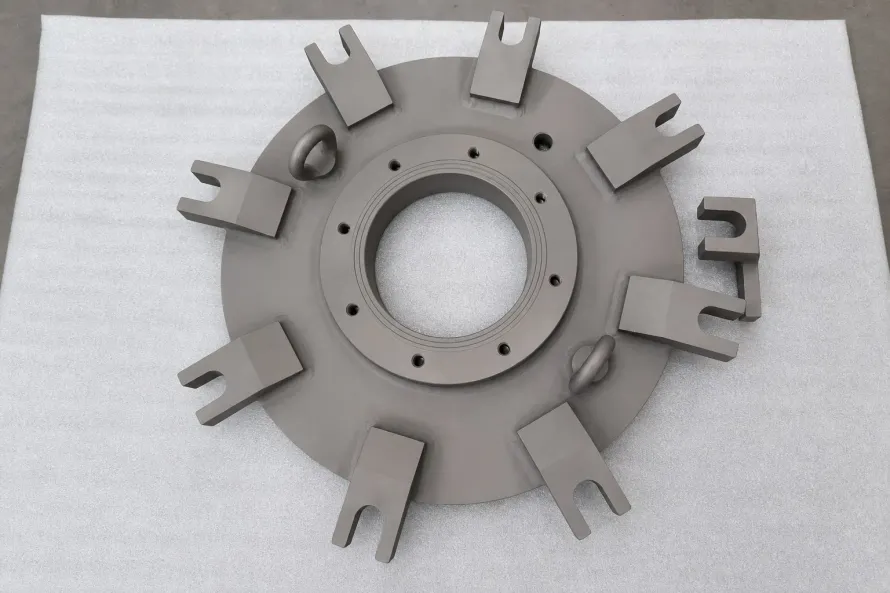
Durante el mecanizado CNC, las fuerzas de corte y el calor generan tensiones residuales en la capa superficial de la pieza. En piezas de geometría simple a partir de barras, las tensiones residuales pueden no suponer un problema. Pero en piezas de paredes delgadas, estructuras complejas o componentes aeronáuticos con exigencias estrictas de vida a fatiga, son una bomba de relojería.
Un caso típico que hemos visto: un lote de soportes aeronáuticos de Ti-6Al-4V que salieron del taller con todas las dimensiones dentro de tolerancia. Al montar las piezas, el cliente descubrió deformaciones —las tensiones residuales del mecanizado se liberaron al cambiar la temperatura y las piezas se combaron entre 0,1 y 0,2 mm. El lote completo fue devuelto.
Correcciones:
- Realizar recocido de alivio de tensiones (stress relief annealing) tras el acabado: 480-650 °C, 1-4 horas, en vacío o atmósfera de gas inerte
- Incluir un recocido intermedio entre el desbaste y el acabado para liberar tensiones antes de la pasada final —la estabilidad dimensional mejora significativamente
- En piezas con requisitos de fatiga (componentes aeronáuticos), la norma AMS 2801 establece las condiciones bajo las cuales el recocido de alivio de tensiones es obligatorio
Cada uno de estos 5 errores puede evitarse ajustando los parámetros. Mecanizar titanio no requiere un talento especial; requiere respetar las propiedades del material. Nuestro equipo de servicios de mecanizado puede proporcionar recomendaciones completas de proceso a partir de sus planos —desde la selección de herramientas hasta el tratamiento térmico. Contáctenos con sus planos.
Productos y servicios relacionados
- Servicio → Mecanizado CNC de Titanio — mecanizado de precisión de titanio, desde barra hasta pieza terminada
- Producto → Barras de Titanio — barras Gr.2/Gr.5, material de partida para mecanizado CNC
- Producto → Chapas y Placas de Titanio — material base para piezas mecanizadas a partir de placa
Artículos relacionados:
¿Necesita este material? Obtenga una cotización directa de fábrica.