5 ошибок при обработке титана: от режимов до СОЖ
Стойкость инструмента при обработке Ti-6Al-4V составляет от 1/4 до 1/3 по сравнению со сталью 304. Скорость резания нужно снижать вдвое. Производительность съёма металла падает более чем на 50%. Эти цифры знает каждый начальник цеха, работавший с титаном.
Но короткий ресурс инструмента — не вина самого металла. В большинстве случаев это ошибки технологии обработки.
Наш цех обрабатывает более 5 тонн титановых деталей в месяц. Пять ошибок ниже мы сами допускали и регулярно видим их на деталях, которые клиенты возвращают на переделку. К каждой ошибке прилагаются конкретные параметры — не общие советы «следите за скоростью резания», а числа, которые можно сразу вводить на станке.
Ошибка 1: перенос режимов с нержавеющей стали на титан
Это самая частая ошибка новичков. Причина проста.
Рекомендуемая скорость резания Vc для стали 304 — 80–150 м/мин. Для Ti-6Al-4V — 40–60 м/мин. Разница вдвое. Но многие цеха, впервые получив заказ на титан, запускают станок по привычным режимам нержавейки.
Результат: температура на режущей кромке мгновенно превышает 600 °C. Теплопроводность титана в 6 раз ниже, чем у стали — тепло концентрируется на кромке и не успевает отводиться через деталь. Твёрдосплавное покрытие выгорает за 3–5 минут. Инструмент выходит из строя. Хуже того — высокая температура формирует на поверхности детали упрочнённый слой (alpha case), который делает дальнейшую обработку ещё сложнее.
Исправленные параметры:
- Vc: 40–60 м/мин (для чистовой обработки — нижнее значение)
- Подача на зуб fz: 0,08–0,15 мм/зуб
- Глубина резания ap: черновая — 2–4 мм, чистовая — 0,3–0,8 мм
- Инструмент: твёрдосплавные пластины с покрытием TiAlN или AlCrN, угол режущей кромки не более 45°
Ошибка 2: недостаточный расход СОЖ или неправильное направление подачи
Зависимость обработки титана от охлаждения значительно выше, чем при работе с другими металлами. Это не преувеличение.
При обработке нержавеющей стали допустимо применять минимальное количество смазки (MQL) или вести сухое резание. С титаном так нельзя. Из-за низкой теплопроводности металла при недостаточном охлаждении зоны резания локальная температура на кромке за считанные секунды скачет с 200 °C до 800 °C. Покрытие отслаивается, инструмент выкрашивается.
Типичная ошибка — не «забыли включить СОЖ», а недостаточный расход или неверное направление сопла. СОЖ, поданная сбоку, охлаждает стружку, но не зону контакта кромки с деталью — результат нулевой.
Как исправить:
- Расход: ≥20 л/мин (наилучший результат — высокое давление 70–100 бар)
- Направление сопла: строго в зону контакта кромка–деталь, не на стружку
- Концентрация СОЖ: 8–12% (выше, чем обычные 5–8% при обработке нержавейки)
- При наличии подачи СОЖ через шпиндель (through-spindle coolant) использовать её в первую очередь — ресурс инструмента вырастает на 30–50%
Ошибка 3: остановка инструмента в контакте с деталью
У титана есть малоизвестное свойство: низкий модуль упругости. Насколько низкий? Около 114 ГПа — у нержавеющей стали 193 ГПа, у алюминия 69 ГПа. Титан — посередине.
Это означает, что под нагрузкой титан «пружинит» (spring back). Когда инструмент останавливается или замедляется — при смене направления, паузе, переходе между блоками программы — деталь отжимается назад и давит на режущую кромку. Результат: выкрашивание кромки или вибрационные следы (chatter marks) на поверхности.
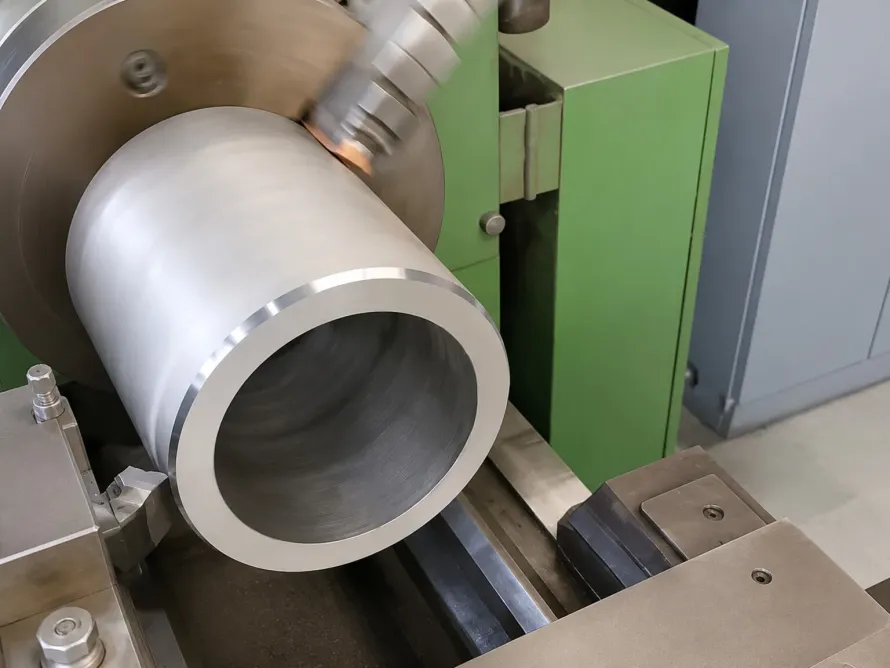
В нашем цехе эта проблема особенно заметна при обработке тонкостенных титановых труб и фланцев. У деталей со стенкой менее 3 мм упругий отжим достигает 0,05–0,1 мм — достаточно для выхода размеров за допуск.
Как исправить:
- При программировании не допускать остановки инструмента в резании — поддерживать непрерывную подачу
- Для тонкостенных деталей использовать дуговые подводы и отводы (arc lead-in/out), не прямолинейные врезания
- При чистовой обработке применять попутное фрезерование (climb milling), а не встречное — угол входа меньше, упругий отжим ниже
- В конструкции оснастки предусматривать дополнительные опоры для снижения деформации тонких стенок
Ошибка 4: игнорирование формы стружки

Стружка многое говорит о процессе. Это не метафора.
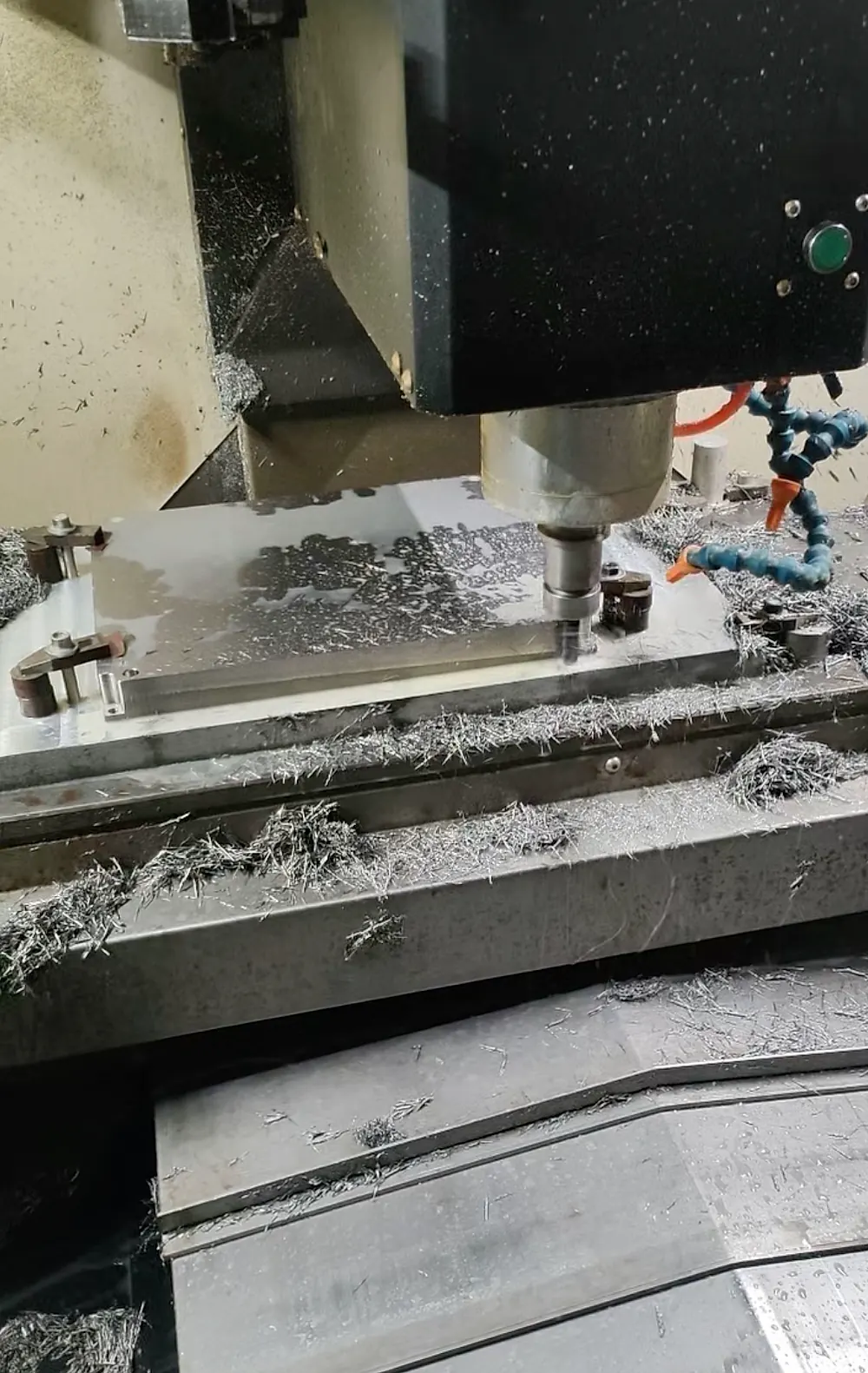
Идеальная стружка при обработке титана — короткая завитая, формы «C» или «6». Если вы видите длинную ленточную стружку, наматывающуюся на инструмент, значит, параметры неверные — как правило, слишком маленькая подача или малая глубина резания.
Опасность ленточной стружки не только в намотке. Она многократно трётся между инструментом и деталью, создавая вторичный нагрев и ускоряя износ. Скрытая проблема: ленточная стружка царапает обработанную поверхность и ухудшает шероховатость — для прецизионных деталей с требованием Ra ≤ 0,8 это прямое основание для списания.
«У нас есть правило: если длина стружки превышает 30 мм — останавливаемся и проверяем параметры. Оптимальная стружка при обработке титана — 5–15 мм, изогнутая, с изломами, не наматывается. Увидел длинную стружку — первая реакция не “добавить СОЖ”, а “увеличить подачу”.» — начальник цеха Лю
Как исправить:
- Подача на зуб — не менее 0,06 мм/зуб: слишком малая подача даёт трение вместо резания
- Использовать пластины с стружколомной геометрией (chip breaker)
- Если стружка по-прежнему длинная — попробовать увеличить глубину резания: более толстая стружка ломается легче
Ошибка 5: отказ от снятия напряжений после обработки
Склонность титановых сплавов к деформационному упрочнению серьёзнее, чем ожидают большинство технологов.
В процессе CNC-обработки силы резания и тепло формируют в поверхностном слое детали остаточные напряжения (residual stress). Для простых форм из прутков остаточные напряжения могут не создавать проблем. Но для тонкостенных деталей, сложных конструкций или авиационных изделий с жёсткими требованиями по усталости — это мина замедленного действия.
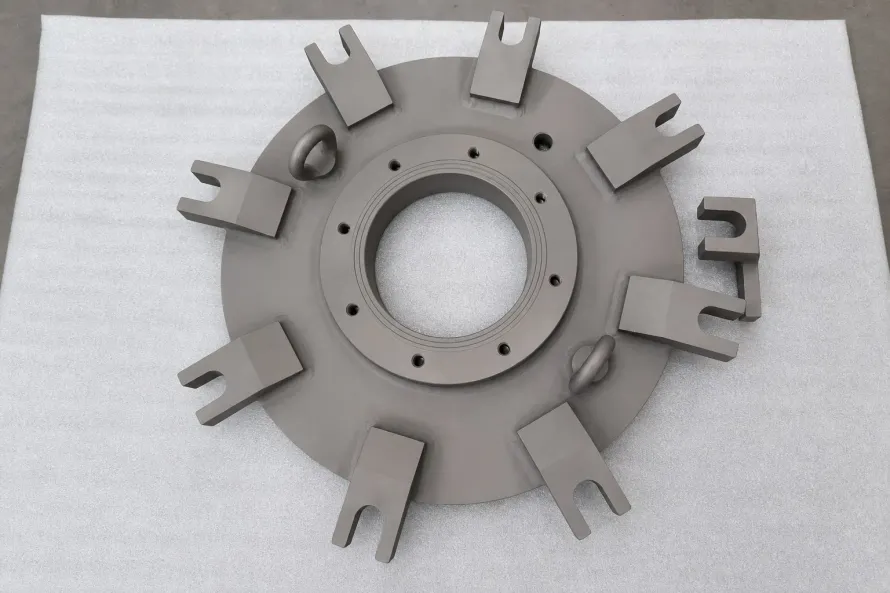
Типичный случай из нашей практики: партия авиационных кронштейнов Ti-6Al-4V прошла контроль по всем размерам, но при сборке у клиента обнаружилась деформация — остаточные напряжения от механической обработки высвободились при изменении температуры, деталь повело на 0,1–0,2 мм. Вся партия вернулась.
Как исправить:
- После чистовой обработки выполнять отжиг для снятия напряжений (stress relief annealing): 480–650 °C, 1–4 часа, в вакууме или в среде инертного газа
- Между черновой и чистовой операциями проводить промежуточный отжиг — после снятия напряжений чернового прохода размерная стабильность при чистовой заметно улучшается
- Если деталь имеет требования по усталости (авиационные изделия), стандарт AMS 2801 определяет условия, при которых отжиг для снятия напряжений обязателен
Каждую из этих пяти ошибок можно устранить корректировкой параметров. Работа с титаном не требует особых талантов — она требует уважения к свойствам материала. Команда нашего сервиса механической обработки готова дать полные технологические рекомендации по вашим чертежам — от выбора инструмента до схемы термообработки. Пришлите чертёж и свяжитесь с нами.
Related Products & Services
- Service → Titanium CNC Machining — прецизионная обработка титановых сплавов: от прутка до готовой детали
- Product → Titanium Rods — прутки Gr.2/Gr.5, исходный материал для CNC-обработки
- Product → Titanium Sheets & Plates — листовой прокат как заготовка для обработки
Related Articles:
Нужен этот материал? Получите заводскую цену напрямую.