Титан в смартфонах: Разделение между отступлением и наступлением
Два заголовка появились на одной неделе. Apple подтвердила, что iPhone 17 Pro откажется от титановой рамки и вернётся к алюминию. Samsung допустил утечку идентичных планов для Galaxy S26 Ultra. Затем, на другой стороне Тихого океана, OPPO представила Find N6 — с 3D-печатной титановой петлёй, произведённой BLT (Bright Laser Technologies), которая объединяет 92 отдельные детали всего в 4.
Титан в потребительской электронике не отступает. Он разделяется.
Дивергенция сигнализирует о структурном сдвиге в том, как смартфонная индустрия оценивает титан — и несёт прямые последствия для цепочек поставок титана, рынков порошковой металлургии и стратегий закупок по всему миру. Если вы закупаете титановые листы и плиты, титановые прутки или сферический титановый порошок для аддитивного производства, это разделение имеет значение.
Отступление: Почему флагманские смартфоны отказываются от титановых рамок
Apple представила титановые рамки с iPhone 15 Pro в сентябре 2023 года. Samsung последовал с Galaxy S25 Ultra в январе 2025 года. Оба шага продвигались как премиальные отличительные черты — легче, прочнее, более коррозионностойкие, чем нержавеющая сталь или алюминий.
Эксперимент продлился два продуктовых цикла. Вот почему он закончился.
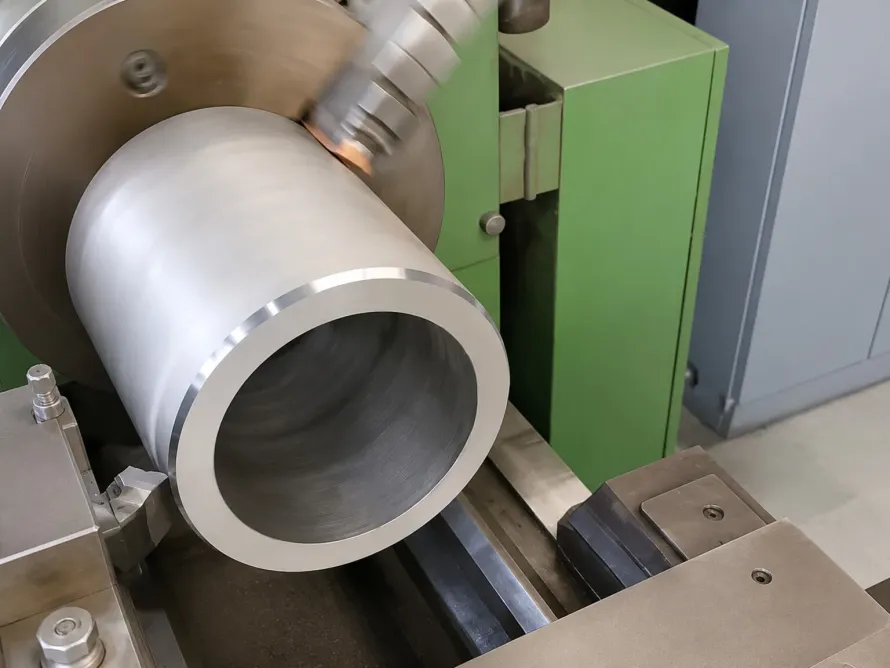
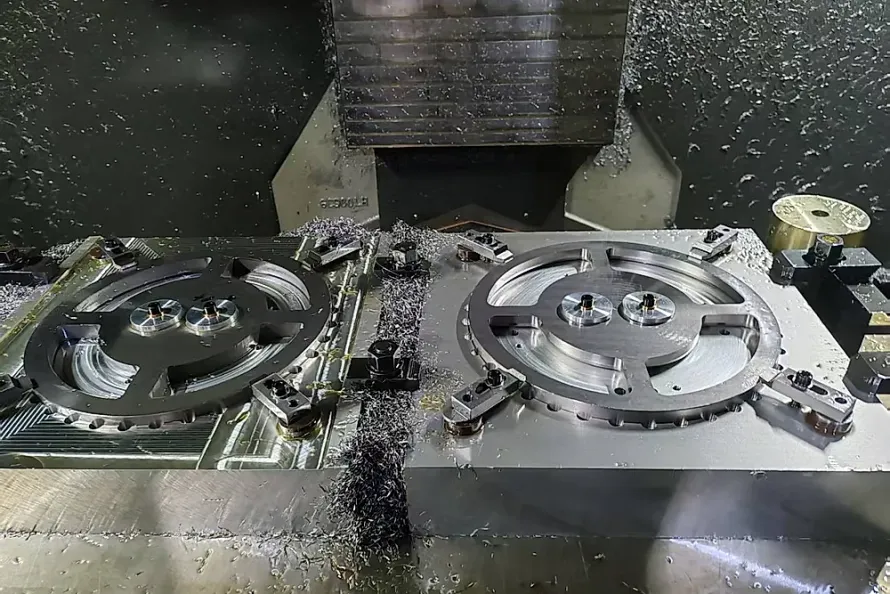
Ценовое давление неумолимо. Производство титановых рамок требует многоступенчатой CNC-обработки тонкостенных заготовок Grade 5 (Ti-6Al-4V) или Grade 2 CP. Скорость съёма материала низкая. Износ инструмента агрессивный. По имеющимся данным, Apple тратила в 3–4 раза больше на рамку по сравнению с эквивалентными алюминиевыми деталями, а потери выхода годных на тонкостенных титановых корпусах телефонов поднимали эффективные затраты ещё выше.
Восприятие потребителей не оправдало ожиданий. Внутренние маркетинговые исследования обеих компаний — подтверждённые сторонними аналитиками разборок в iFixit и TechInsights — показали, что большинство покупателей не могли отличить ощущение титановой рамки от анодированного алюминия после надевания чехла. «Титановая наценка», оправдывавшая увеличение BOM более чем на $100, просто не конвертировалась в измеримое намерение покупки или удержание клиентов.
Перерабатываемость стала вопросом для совета директоров. Отчёт Apple о прогрессе в области экологии 2025 года установил агрессивные цели по замкнутому циклу переработки. Алюминий бесконечно перерабатывается в существующих потоках. Инфраструктура переработки титана для тонкостенного потребительского лома остаётся фрагментированной и дорогой. Математика устойчивости говорила в пользу алюминия.
Сложность производства не обеспечила конкурентного преимущества. Репутация титана как трудно обрабатываемого материала изначально рассматривалась как конкурентный барьер — причина, по которой только Apple и Samsung могли позволить себе его использовать. На практике цепочка поставок Шэньчжэня коммодитизировала обработку титановых рамок за 18 месяцев. Китайские контрактные CNC-производители предложили производство титановых рамок за 60% от стоимости, которую брали первоначальные партнёры Apple. Премия за эксклюзивность испарилась быстрее, чем кто-либо прогнозировал.
Цифры подтверждают тренд. Линейка iPhone 17 Pro, ожидаемая в сентябре 2026 года, будет использовать рамку из алюминиевого сплава серии 7000 с поверхностной обработкой микродуговым оксидированием. Galaxy S26 Ultra от Samsung, запланированный на январь 2027 года, по сообщениям, примет Armor Aluminum 3.0 — проприетарный закалённый сплав. Вместе эти две продуктовые линейки представляли оценочный потенциальный спрос на титановые рамки в 120–150 миллионов единиц в год. Этот спрос теперь исчез.

Наступление: 3D-печатная титановая петля OPPO переписывает правила
На той же неделе, когда Apple подтвердила свой поворот к алюминию, OPPO выпустила Find N6 с механизмом петли, который, возможно, является самым передовым титановым компонентом, когда-либо массово произведённым для потребительского устройства.
Цифры впечатляют.
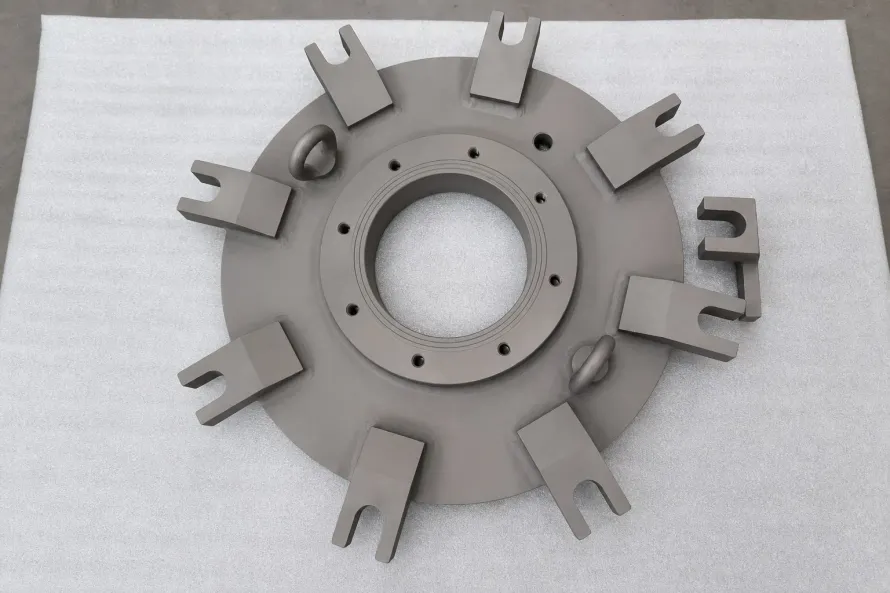
BLT, одна из крупнейших китайских компаний по металлическому аддитивному производству, использовала Laser Powder Bed Fusion (LPBF) для печати узла петли из порошка Ti-6Al-4V. Результаты: 92 детали объединены в 4. Общий вес петли снизился на 62%. Толщина уменьшилась с 0,3 мм до 0,15 мм. Жёсткость на изгиб увеличилась на 36%. Петля прошла сертификацию TÜV Rheinland на 600 000 циклов складывания — примерно 5 лет интенсивного использования при более чем 300 складываниях в день.
Как? Ответ кроется в топологически оптимизированных решётчатых структурах, которые невозможно изготовить традиционной штамповкой, ковкой или многодетальной сборкой. LPBF строит геометрию послойно из сферического титанового порошка 15–53 мкм, создавая внутренние решётчатые ячейки, обеспечивающие жёсткость там, где она нужна, и устраняющие материал везде в остальных местах. Результат — деталь, которая одновременно тоньше, легче, прочнее и дешевле в сборке.
Исходное сырьё имеет значение. Процесс BLT использует газоатомизированный сферический порошок Ti-6Al-4V со строгим контролем распределения размера частиц (PSD) — типично D10 18 мкм, D50 35 мкм, D90 50 мкм. Текучесть порошка, содержание кислорода (< 0,13%) и протоколы рециклинга критичны для плотности детали и усталостной долговечности. Это не товарный титан. Это AM-порошок прецизионного класса, произведённый по системам качества, близким к аэрокосмическим.
Снижение затрат на сборку не менее важно. Традиционные складные петли требуют десятков штампованных стальных и MIM-деталей (литьё под давлением металлических порошков), каждая из которых нуждается в индивидуальном допуске, обработке поверхности и механическом крепеже. 4-детальная титановая петля OPPO устраняет большую часть этой сборочной работы. Меньше деталей означает меньше режимов отказа, более жёсткие допуски на конечную сборку и более короткую производственную линию. По сообщениям, BLT поставляет печатные компоненты петли с допусками после обработки менее ±0,02 мм — конкурентоспособно с лучшими MIM-деталями, но в материале с удвоенной удельной прочностью.
И OPPO не одинока. Постоянные утечки из цепочки поставок — последние от аналитика Ming-Chi Kuo, подтверждённые корейскими поставщиками компонентов — указывают, что прототип складного iPhone Apple использует композитную рамку из титана и liquidmetal (BMG на основе Zr) для секции петли. Если Apple выпустит складное устройство в 2027 или 2028 году, титан вернётся в Купертино — не как декоративная рамка, а как несущий структурный элемент в механизме складывания.
Что это означает для цепочек поставок титана
Отступление и наступление тянут спрос на титан в противоположных направлениях. Чистый эффект — это не просто «меньше титана в телефонах». Это фундаментальная перебалансировка объёма, форм-фактора и стоимости.
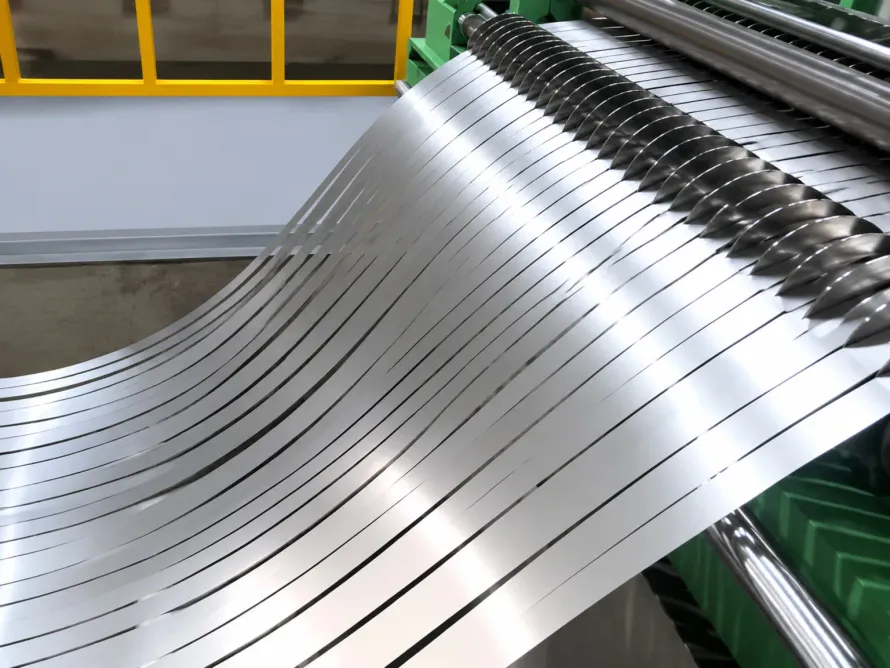
Спрос на крупносерийные тонкостенные титановые корпуса исчезает. Титановые рамки Apple и Samsung потребляли листовой и заготовочный материал Grade 2 и Grade 5 в больших объёмах — по оценкам, 800–1 200 тонн в год суммарно, обработанных CNC-фрезерованием и многоосевой обработкой. Этот спрос испаряется в ближайшие 12 месяцев. Для производителей титановой губки это устраняет маргинальный драйвер спроса, который поддерживал ценообразование в 2024–2025 годах. Ожидайте краткосрочную слабость цен на листы CP Grade 2, особенно в диапазоне толщин 0,5–2,0 мм, предпочитаемом потребительской электроникой.
Спрос на мелкосерийный высокоточный титановый порошок ускоряется. Петля OPPO использует граммы титана на единицу, а не десятки граммов, требуемых для полной рамки. Но стоимость на грамм значительно выше. AM-пригодный сферический порошок Ti-6Al-4V (15–53 мкм) торгуется по $180–$350/кг в зависимости от чистоты и спецификации PSD, по сравнению с $25–$45/кг для эквивалентных катаных продуктов. Если складные смартфоны достигнут 80–100 миллионов единиц в год к 2028 году — цифра, согласующаяся с прогнозами IDC и Counterpoint — спрос на порошок только от этого сегмента может достичь 400–600 тонн в год.
Чистая арифметика: объём сокращается, но стоимость на килограмм растёт. Спрос потребительской электроники на титан смещается от крупносерийной низкомаржинальной операции фрезерования к мелкосерийной высокомаржинальной операции порошковой металлургии. Производители, позиционированные на катаных продуктах, столкнутся с встречным ветром. Производители, позиционированные на газоатомизированном сферическом порошке, получат попутный ветер.
Системы качества ужесточаются. Компоненты складных петель критичны к усталости. Поставщики порошка должны демонстрировать стабильность от партии к партии по PSD, текучести (Hall flow < 25 с/50г), содержанию кислорода и доле сателлитных частиц. Это благоприятствует устоявшимся атомизационным предприятиям со статистическим управлением процессами — и создаёт барьеры для входа производителей более низкого уровня.
Географическая концентрация усиливается. И цепочка поставок катаного титана, и цепочка поставок AM-порошка проходят через Баоцзи. Но профили клиентов расходятся. Покупатели катаных продуктов, как правило, крупносерийные и чувствительные к ценам. Покупатели AM-порошка, как правило, мелкосерийные, ориентированные на спецификации и готовые платить премии за документированное качество. Поставщики, способные обслуживать оба профиля — предлагая нарезку по размеру катаных продуктов наряду с квалифицированным AM-порошком — захватят наибольшую долю бюджета потребительской электроники на титан.

Взгляд из Титановой долины
Из Баоцзи — сердца китайского титанового производственного кластера — сдвиг уже виден на местах.
Закупочные запросы потребительской электроники изменили характер за последние два квартала. В течение 2024 и начала 2025 года RFQ покупателей концентрировались на тонкостенном титановом листе и прецизионно обработанных заготовках для телефонных рамок. С Q3 2025 микс сместился в сторону сферического порошка Ti-6Al-4V в диапазоне 15–53 мкм, малых партий титановой проволоки для прототипирования Wire-DED и изготовления микрокомпонентов для подузлов петель. Ожидается, что этот сдвиг ускорится в течение 2026 года по мере распространения складных конструкций.
Запросы на цены порошка заметно увеличились. Несколько атомизационных предприятий в Баоцзи сообщают о растущих запросах котировок от интеграторов электронных цепочек поставок из Шэньчжэня и Дунгуаня, которые ранее не имели никакого контакта с титаном.
Этот переход отражает то, что произошло в аэрокосмической отрасли 3–5 лет назад, когда аддитивное производство перешло от научного любопытства к серийному производству. Сектор потребительской электроники следует той же кривой внедрения — сжатой в более короткие сроки, потому что детали меньше и циклы итераций быстрее.
Что это означает для вас
Дивергенция титана в смартфонах — это не абстрактный отраслевой тренд. Она создаёт конкретные требования к планированию в зависимости от того, где вы находитесь в цепочке создания стоимости.
Если вы поставщик катаных титановых продуктов: Перебалансируйте ожидания по продуктовому миксу. Сегмент потребительской электроники, который стимулировал инкрементальный спрос на лист и заготовки в 2023–2025 годах, сокращается. Стратегии компенсации включают углубление позиций в аэрокосмической, морской отрасли и химической переработке — секторах, где спрос на титановые трубы, титановое оборудование и толстостенные поковки остаётся структурно сильным.
Если вы производитель порошка или атомизатор: Это ваш вектор роста. Инвестируйте в контроль PSD, управление кислородом и квалификационную документацию. OEM потребительской электроники и их поставщики петель Tier 1 будут требовать такой же строгости, которую требуют аэрокосмические прайм-контракторы — и будут за это платить.
Если вы дизайнер продуктов или инженер-механик: Оцените, являются ли ваши титановые применения «рамочного типа» (декоративные, заменяемые) или «петлевого типа» (структурные, зависящие от геометрии, незаменяемые). Применения рамочного типа будут испытывать постоянное давление снижения стоимости со стороны алюминиевых и нержавеющих альтернатив. Применения петлевого типа — где удельная прочность и усталостная долговечность титана создают конструкции, которые не может обеспечить ни один другой материал — будут расширяться.
Если вы менеджер по закупкам: Сопоставьте ваши расходы на титан с этой моделью. Катаный титан для потребительских корпусов становится спотовым товаром. AM-пригодный титановый порошок для прецизионных компонентов становится стратегическим материалом с ограничениями по квалифицированным источникам. Планируйте соответственно. Используйте такие инструменты, как наш калькулятор веса, для моделирования потребностей в материалах по обоим сценариям.
Отношения смартфонной индустрии с титаном не заканчиваются. Они взрослеют. Дни использования титана как маркетингового значка на рамке телефона прошли. Эра использования титана как материала-активатора для механизмов, которые иначе были бы невозможны — более тонкие петли, более лёгкое складывание, большая усталостная долговечность — только начинается.
Для поставщиков, инженеров и команд закупок вопрос больше не в том, принадлежит ли титан вашему телефону. А в том, какая форма титана принадлежит какой части вашего телефона.
Jason — отраслевой аналитик и специалист по цепочкам поставок титана в Titanium Seller, базирующийся в Баоцзи, Титановой долине Китая.
Связанные продукты и услуги:
- Титановая проволока — Сырьё для аддитивного производства и прецизионных применений
- Титановые листы и плиты — Катаные продукты для промышленных и потребительских применений
- Услуги CNC-фрезерования — Прецизионная обработка титановых компонентов
Связанные статьи:
Нужен этот материал? Получите заводскую цену напрямую.