Почему заказ на 60 кг титана сложнее, чем на шесть тонн
60 килограммов. Одна заготовка. Десять недель координации.
На этой неделе Hunting попала в заголовки с заказом на титановые компенсаторы напряжений на 63,5 млн долларов для FPSO Uaru в Гайане, плюс подводный пакет на 31 млн долларов для месторождения в Чёрном море. Большие цифры. Чистый нарратив. Об этом легко писать. Но если вы действительно занимаетесь закупкой толстостенной титановой заготовки для подводного оборудования — Grade 5 (Ti-6Al-4V), жёсткие допуски, однозначные количества — вы знаете, что сложная часть — это не получение жирного контракта. Сложная часть — вообще изготовить одну 60-килограммовую деталь.
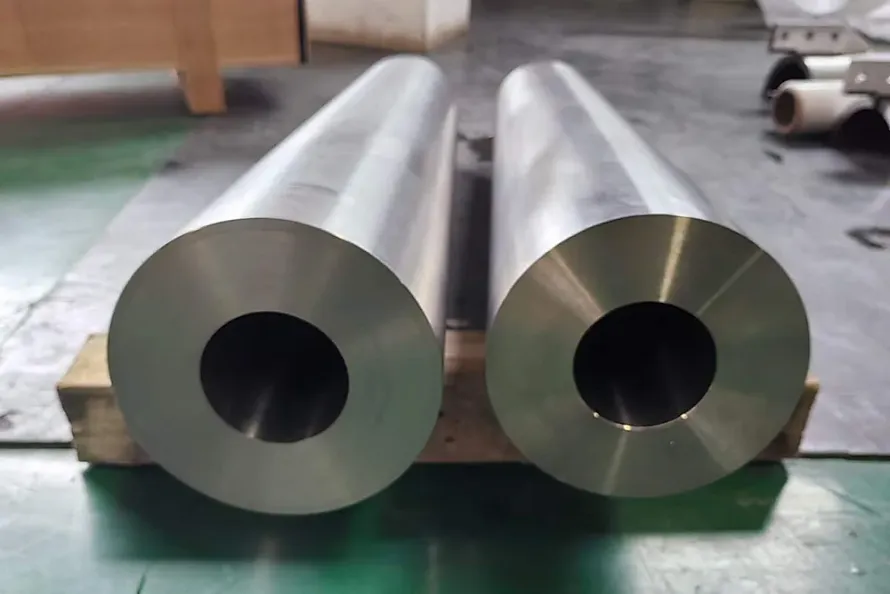
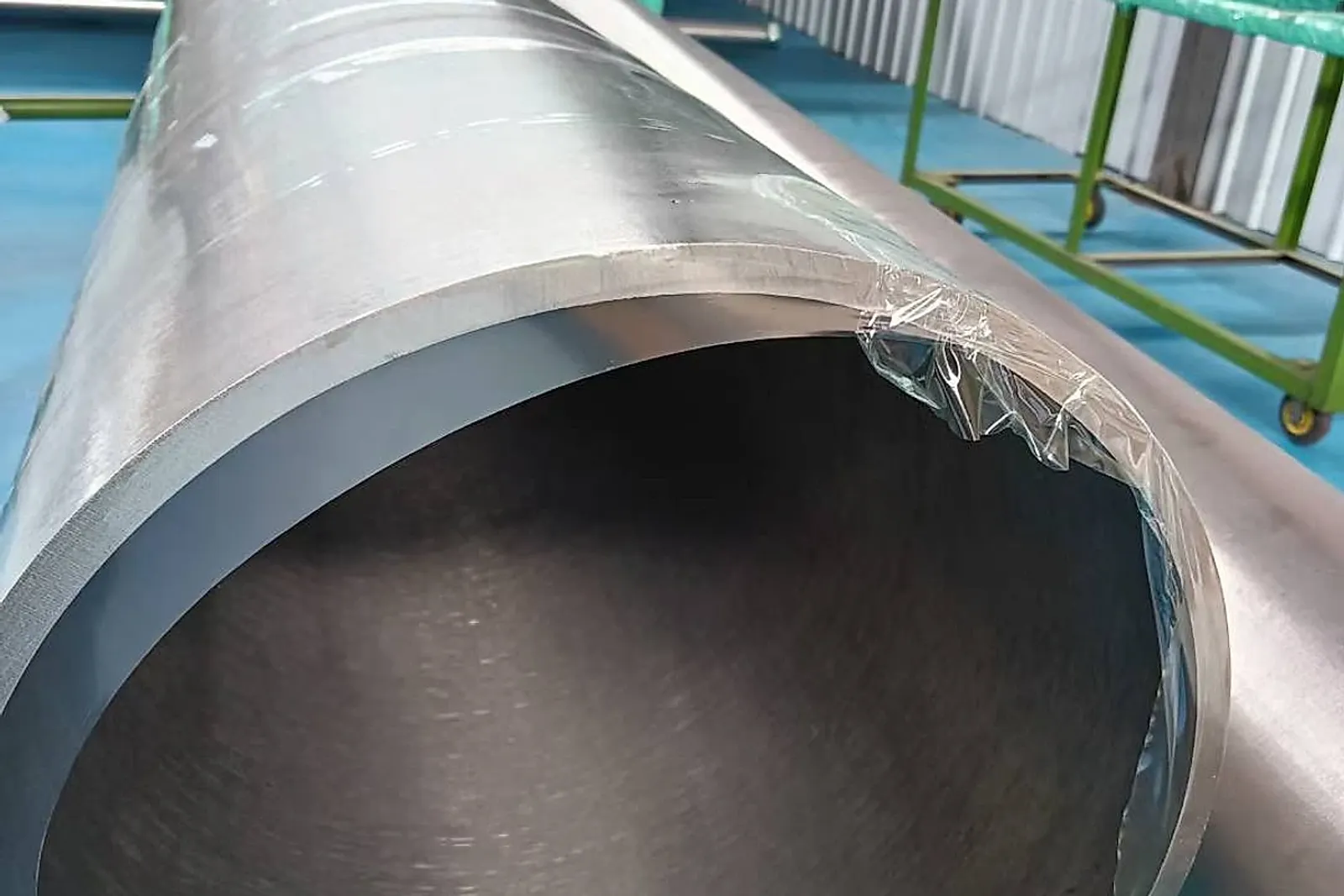
Это история толстостенной титановой заготовки Grade 5 (Ti-6Al-4V) размером OD 330 мм × ID 219 мм × 600 мм, которую мы координировали для глубоководного проекта подводного манифольда. Малая партия. Толщина стенки 55 мм. Полный допуск по OD ±2 мм. Срок изготовления десять недель от плавки до отгрузки. И три завода, которые чуть не сказали «нет».
Заказ, который все игнорируют
Вот о чём никто не говорит, когда глубоководный титан попадает в новости. Генеральные подрядчики вроде Hunting получают многомиллионные пресс-релизы. Но эти программы держатся на скрытом слое — прототипы заготовок, квалификационные образцы, штучные замены для повреждённого оборудования, НИОКР-испытания для подводных соединителей нового поколения. Почти всегда малые количества. Почти всегда срочные. Почти всегда отклоняются крупными заводами.
3-тонная печь VAR не хочет запускаться ради 60 килограммов Grade 5. Одни только затраты на шихтовку убивают экономику. Большинство заводов устанавливают минимальный объём заказа около 500 кг — 1 тонны за одну плавку. Всё, что ниже, получает вежливый отказ — или такое завышенное предложение, что покупатель уходит.
От трейдеров тоже мало помощи. Типичный титановый трейдер в Баоцзи поддерживает отношения с двумя-тремя заводами. Когда в запросе появляется толщина стенки 55 мм на OD 330 мм, эти отношения испаряются. Толстостенная заготовка Grade 5 для ковки — это не то, что вы снимаете с полки. Её нужно отковать из цельного слитка, черново расточить, а затем окончательно обработать — многоступенчатый процесс, требующий оркестровки, а не снабжения.
Так что же происходит с тем подводным инженером, которому нужна одна заготовка для прототипа? Он либо ждёт шесть месяцев, пока материализуется пробная плавка, либо платит четырёхкратную премию западному специализированному заводу и надеется, что сертификационный пакет придёт чистым. Ни один из вариантов не хорош. Оба убивают сроки проекта.

Что на самом деле означает толщина стенки 55 мм
Давайте разберём саму спецификацию. Чертёж заказчика требовал:
| Параметр | Значение | Допуск |
|---|---|---|
| Внешний диаметр (OD) | 330 мм | ± 2 мм |
| Внутренний диаметр (ID) | 219 мм | ± 2 мм |
| Длина | 600 мм | ± 5 мм |
| Толщина стенки | 55,5 мм | — |
| Материал | Grade 5 (Ti-6Al-4V) | — |
| Единичный вес | ~60 кг | — |
Полоса допуска по OD ±2 мм — это тот уровень точности, который заставляет начинать с большей поковки, а затем обрабатывать вниз. Нельзя попасть в этот размер напрямую из катаной или экструдированной трубы. Отверстие должно быть просверлено или выточено на станке BTA глубокого сверления, а затем окончательно расточено для соосности.
Структура зерна имеет значение. При толщине стенки 55 мм, если параметры ковки дрейфуют, вы получаете крупное зерно в центре и мелкое зерно на поверхности. Подводные заказчики ловят это на макротравлении и отбраковывают всю деталь. Мы видели, как это происходило с конкурентами. MTC выглядит чистым. UT проходит. Затем заказчик вырезает образец, травит его — и всё рассыпается.
Как мы это сделали
Для этой работы мы задействовали три партнёрских предприятия в титановом кластере Баоцзи. Каждое несёт одну конкретную компетенцию.
Плавка поступила с партнёрского завода с отработанной практикой VAR для Ti-6Al-4V. Поскольку 60 кг не оправдывают выделенную плавку, мы поместили материал в хвост уже запланированной через нашу программу складских запасов плавки слитка аэрокосмического класса. То же качество. Та же прослеживаемость по номеру плавки. Совместная экономика печи. Это трюк, который не могут провернуть большинство трейдеров — нужны прямые отношения с планировщиками плавильного цеха, а не с торговыми представителями.
Оттуда слиток отправился в свободно-ковочный цех с гидравлическим прессом 1 600 тонн. Несколько проходов осадки и протяжки придали заготовке форму, близкую к чистовой. Контроль температуры β-transus удерживался в пределах ±15°C в течение всего окна ковки. За пределами этой полосы теряется α+β структура и механические свойства выходят за пределы спецификации Grade 5.
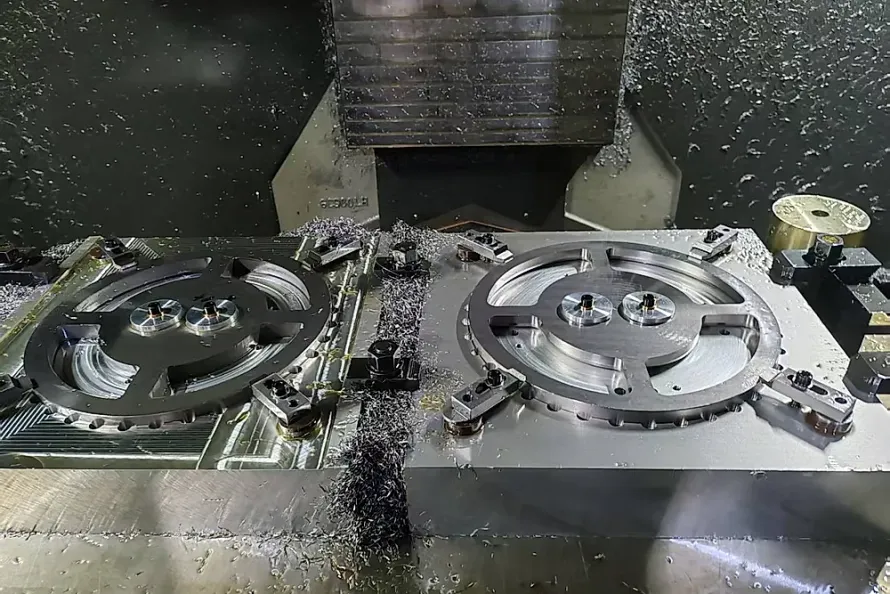
Затем была механическая обработка. Станок BTA глубокого сверления проточил ID 219 мм за одну установку — критически важно, потому что любая перекрепка вносит ошибки соосности, которые убивают допуск ±2 мм. Затем наружная черновая токарная обработка, затем чистовое точение до окончательного OD.
Наша команда QC не ждала, когда финальный MTC придёт на почту. Они проверили номер плавки по клейму слитка ещё до того, как заготовка попала в ковочный цех. Они провели PMI на материале на заводе, у кузнеца и в цехе чистовой обработки — три независимых измерения, один и тот же результат. Когда заготовка сошла со станка, они провели 100% UT по ASTM E2375 Level 1, плюс PT на всех обработанных поверхностях.
Первая заготовка не прошла по соосности ID на 1,3 мм — чуть вне допуска. Мы её списали. Перековали. Переточили. Вторая прошла чисто.
Вот здесь ярлык «платформа цепочки поставок» начинает что-то значить. Не потому, что мы владеем машинами. Именно потому, что не владеем. Мы их координируем. Мы знаем, какой кузнец не срежет углы на проходах осадки. Мы знаем, у какого механического цеха есть установка глубокого сверления, достаточно стабильная для 600 мм. Мы знаем, какой QC-инспектор поймает дрейф OD 0,8 мм раньше, чем это сделает сторонний инспектор клиента. Эти знания не приходят из каталога.
«В Баоцзи почти любой может продать вам стандартную титановую трубу. Настоящее мастерство — протащить материал Grade 5 через 3-тонную печь VAR так, чтобы затраты на подготовку не разорвали бюджет, и при этом гарантировать непрерывную прослеживаемость вплоть до исходной губки. Это не торговля. Это прецизионная логистика». — Ларс Ван, директор по цепочке поставок

Документация, которую действительно подписывают
Покупатели подводного оборудования хотят не просто металл. Они хотят аудиторский след. Для этого заказа финальный пакет включал:
- Сертификат на материал EN 10204 3.1 — химия, механические свойства, UT, PT, размерный контроль
- Прослеживаемость по номеру плавки — от губки через слиток до заготовки
- Данные по ударной вязкости Charpy при низких температурах при -20°C и -40°C по подводному стандарту
- Фотография макротравления с оценкой размера зерна по ASTM E112
- Отчёт 100% UT по ASTM E2375 Level 1 с указанными критериями приёмки
- Отчёт PT по ASTM E165 на всех обработанных поверхностях
- Отчёт о размерной инспекции с данными CMM
- Фотографическая запись заготовки на каждом этапе процесса
Большинство мелких трейдеров не могут собрать такой пакет, даже если они правильно закупят металл. Они отправляют заказчику стопку фрагментированных заводских документов в трёх разных форматах. Наша работа — вручить подводному инженеру один PDF-пакет, подписанный, проштампованный, готовый к аудиту. Вот что отличает координацию цепочки поставок от простой торговли.
Ваш чек-лист для малосерийного подводного титана
Если вы закупаете прототипный или малотиражный толстостенный титан для подводных применений, следующие пять вопросов сэкономят вам три месяца:
- Может ли ваш поставщик вставить ваш материал в общую плавку? Если они настаивают на выделенной плавке ради 60 кг, цена вас убьёт.
- Есть ли у них прямой доступ к плавильному цеху, или это трейдер с двумя телефонными номерами? Спросите, со сколькими печами VAR они могут связаться к 10 утра понедельника.
- Кто делает глубокое сверление? Наружная отделка — это легко. Соосное отверстие на длине 600 мм — это точка отказа.
- Как организован их QC — реактивно или параллельно? Реактивный QC ждёт финальной инспекции. Параллельный QC ловит проблемы на заводе, у кузнеца и в цехе обработки.
- Попросите образец пакета документации до заказа. Если они не могут отправить вам обезличенный предыдущий пример в течение 48 часов — уходите.
Есть толстостенный титановый прототип Grade 5, застрявший в аду запросов? Пришлите нам чертёж. В худшем случае мы честно скажем, что это не то, что мы можем запустить. В лучшем случае мы уже знаем, в какую печь его вставить.
Связанные продукты и услуги
- Услуга → Без минимального объёма заказа — Прототипные и малосерийные титановые заготовки без штрафов за MOQ.
- Продукт → Титановые поковки — Свободно-кованые и близкие к чистовой форме заготовки для подводного применения, авиации и химической промышленности.
- Продукт → Титановые прутки и стержни — Прутковый материал Grade 5 и Grade 9 для механической обработки в коннекторы, ступицы и компоненты давления.
Связанные статьи:
- Пять титановых сплавов, три завода, одна отгрузка
- Закон США о титане: что он означает для мировых покупателей
- Ковка и раскатка титановых колец в действии
О компании: Titanium Seller — платформа цепочки поставок, базирующаяся в Баоцзи, Титановой долине Китая, координирующая более 600 титановых предприятий.
Нужен этот материал? Получите заводскую цену напрямую.