Titan bearbeiten: 5 häufige Fehler und wie man sie vermeidet
Die Standzeit von Ti-6Al-4V-Werkzeugen beträgt nur ein Viertel bis ein Drittel der von 304-Edelstahl. Die Schnittgeschwindigkeit muss halbiert werden. Das Zeitspanvolumen fällt um mehr als 50 % geringer aus. Diese Zahlen kennt jeder Werkstattleiter mit Titan-Erfahrung.
Kurze Werkzeugstandzeiten sind aber nicht dem Titan anzulasten. Meistens liegt es an der Bearbeitungsstrategie.
Unsere CNC-Werkstatt bearbeitet monatlich über fünf Tonnen Titanbauteile. Die folgenden fünf Fehler haben wir selbst gemacht – und immer wieder an Teilen gesehen, die Kunden zur Nacharbeit einschickten. Jeder Fehler kommt mit konkreten Parametern: keine Plattitüden wie „auf die Schnittgeschwindigkeit achten”, sondern Werte, die sich direkt in die Maschine eingeben lassen.
Fehler 1: Edelstahl-Parameter direkt übernehmen
Das ist der häufigste Anfängerfehler. Die direkte Ursache ist einfach.
Für 304-Edelstahl empfiehlt sich eine Schnittgeschwindigkeit Vc von 80–150 m/min. Für Ti-6Al-4V? 40–60 m/min. Der Unterschied beträgt Faktor zwei. Dennoch starten viele Werkstätten bei ihrer ersten Titan-Bestellung gewohnheitsmäßig mit den Edelstahl-Parametern.
Das Ergebnis: Die Schneidenspitze überschreitet sofort 600 °C. Der Wärmeleitkoeffizient von Titan beträgt nur ein Sechstel des Wertes von Stahl – die gesamte Wärme konzentriert sich an der Schneide und kann nicht über das Werkstück abgeleitet werden. Die Hartmetallbeschichtung brennt innerhalb von drei bis fünf Minuten ab. Werkzeug verschrottet. Schlimmer noch: Die hohe Temperatur erzeugt an der Werkstückoberfläche eine Härteschicht (alpha case), die Folgeoperationen weiter erschwert.
Korrekturparameter:
- Vc: 40–60 m/min (beim Schlichten den unteren Wert wählen)
- Zahnvorschub fz: 0,08–0,15 mm/Zahn
- Schnitttiefe ap: Schruppen 2–4 mm, Schlichten 0,3–0,8 mm
- Werkzeug: Hartmetall mit Beschichtung (TiAlN oder AlCrN), Schneidenwinkel unter 45°
Fehler 2: Zu wenig Kühlmittel oder falsche Ausrichtung
Die Abhängigkeit der Titanbearbeitung von der Kühlung übertrifft die aller anderen Metalle bei weitem.
Edelstahl lässt sich mit Minimalmengenkühlschmierung (MMS) oder sogar trocken bearbeiten. Bei Titan ist das nicht möglich. Der Grund liegt in der geringen Wärmeleitfähigkeit: Wenn das Kühlmittel die Schneidzone nicht präzise bedeckt, schnellt die lokale Schneidenspitzentemperatur innerhalb von Sekunden von 200 °C auf 800 °C. Beschichtung platzt ab, Schneide bricht.
Der typische Fehler ist nicht „kein Kühlmittel eingeschaltet”, sondern ein zu geringer Volumenstrom oder eine falsch ausgerichtete Düse. Kühlmittel von der Seite kühlt nur den Span, nicht die Kontaktfläche zwischen Schneide und Werkstück – das ist verschwendet.
Korrekturen:
- Volumenstrom: ≥ 20 l/min (Hochdruckkühlung 70–100 bar ist am wirksamsten)
- Düsenausrichtung: direkt auf die Kontaktzone Schneide–Werkstück, nicht auf den Span
- Kühlmittelkonzentration: 8–12 % (höher als die üblichen 5–8 % bei Edelstahl)
- Falls die Maschine innere Kühlmittelzufuhr (through-spindle coolant) unterstützt, diese bevorzugen – Standzeit verbessert sich um 30–50 %
Fehler 3: Werkzeug im Eingriff stehen lassen
Titan hat eine unterschätzte Eigenschaft: einen niedrigen Elastizitätsmodul. Wie niedrig? Rund 114 GPa – Edelstahl liegt bei 193 GPa, Aluminium bei 69 GPa. Titan liegt dazwischen.
Das bedeutet: Titan „federt zurück” (spring back) unter dem Schnittzwang. Wenn das Werkzeug an einer Stelle stehen bleibt oder abbremst – etwa beim Richtungswechsel, bei einem programmierten Halt oder beim Satzübergang – drückt das Werkstück gegen die Schneide zurück. Die Folge: Schneidenbruch oder Rattermarken auf der Werkstückoberfläche.
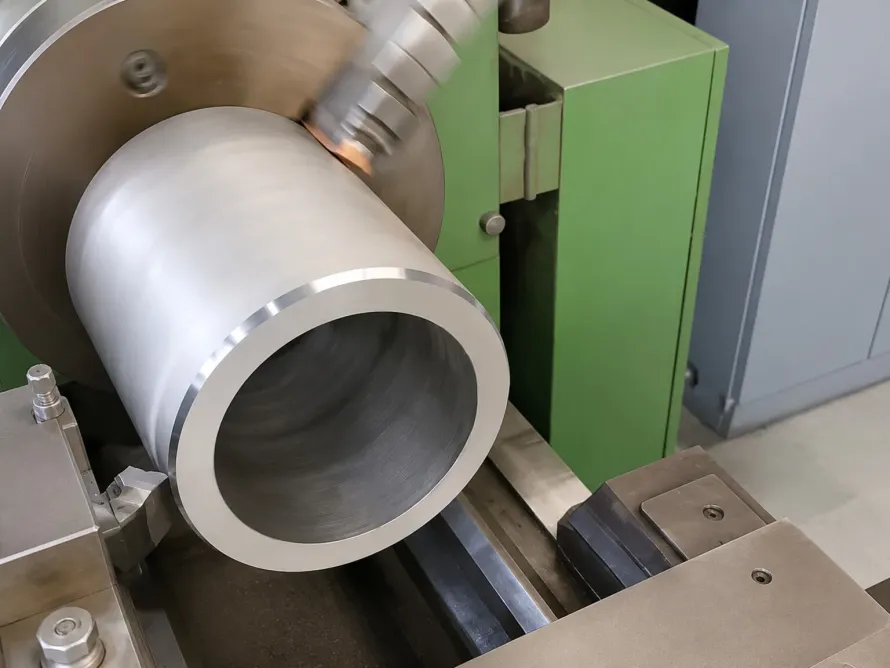
In unserer Werkstatt tritt dieses Problem besonders bei der Bearbeitung von dünnwandigen Titanrohren und Titanflanschen auf. Bei Wanddicken unter 3 mm kann der Rückfederungsweg 0,05–0,1 mm betragen – genug für eine Maßabweichung.
Korrekturen:
- Beim Programmieren vermeiden, das Werkzeug im Schnitt stehen zu lassen – kontinuierlichen Vorschub halten
- Dünnwandige Teile mit kreisbogenförmigem An- und Abfahren bearbeiten, keinen geraden Einschnitt
- Beim Schlichten Gleichlauffräsen (climb milling) statt Gegenlauffräsen verwenden – geringerer Einlaufwinkel, weniger Rückfederung
- Vorrichtungsdesign um Hilfsauflager ergänzen, um Dünnwandverformungen zu reduzieren
Fehler 4: Spanform ignorieren

Späne sprechen. Das ist keine Metapher.
Der ideale Span bei der Titanbearbeitung ist kurz und gerollt – „C-förmig” oder „6-förmig”. Wer lange Bandspäne sieht, die sich um das Werkzeug wickeln, hat ein Parameterproblem – in der Regel zu niedriger Vorschub oder zu geringe Schnitttiefe.
Bandspäne verursachen nicht nur Aufwicklungen. Sie reiben wiederholt zwischen Werkzeug und Werkstück und erzeugen eine sekundäre Erwärmung, die den Werkzeugverschleiß beschleunigt. Das verdecktere Problem: Bandspäne zerkratzen die fertige Oberfläche und führen zu unzureichender Rauheit – bei Präzisionsbauteilen, die Ra 0,8 oder besser erfordern, ist das ein direktes Ausschusskriterium.
„Unsere Faustregel lautet: Sobald ein Span länger als 30 mm wird, die Maschine stoppen und die Parameter prüfen. Ideale Titanspäne sind 5–15 mm lang, gebogen, abgebrochen und wickeln sich nicht. Wer lange Späne sieht, erhöht zuerst den Vorschub – nicht die Kühlmittelmenge.” — Werkstattleiter Liu
Korrekturen:
- Zahnvorschub nicht unter 0,06 mm/Zahn – zu geringer Vorschub erzeugt Reibung statt Schnitt
- Wendeschneidplatten mit Spanformergeometrie (chip breaker) einsetzen
- Wenn Späne weiterhin zu lang sind, Schnitttiefe erhöhen – tieferer Schnitt erzeugt dickere Späne, die leichter brechen
Fehler 5: Spannungsarmglühen nach der Bearbeitung weglassen
Die Neigung von Titanlegierungen zur Bearbeitungsverfestigung ist ausgeprägter, als die meisten erwarten.
Beim CNC-Bearbeiten erzeugen Schnittkräfte und Wärme im Oberflächenbereich des Werkstücks Eigenspannungen (residual stress). Bei einfachen Geometrien wie Stäben mögen diese unkritisch sein. Bei Dünnwandteilen, komplexen Strukturbauteilen oder Luftfahrtteilen mit strikten Ermüdungsanforderungen sind Eigenspannungen eine Zeitbombe.
Ein typisches Beispiel aus unserer Praxis: Eine Charge Ti-6Al-4V-Luftfahrtbügel hatte nach der Bearbeitung alle Maße eingehalten. Beim Einbau durch den Kunden wurden Verzüge festgestellt – die Eigenspannungen aus der Bearbeitung hatten sich bei Temperaturwechseln gelöst und zu einem Verzug von 0,1–0,2 mm geführt. Die gesamte Charge wurde zurückgegeben.
Korrekturen:
- Nach dem Schlichten Spannungsarmglühen durchführen: 480–650 °C, 1–4 Stunden, unter Vakuum oder Schutzgas
- Zwischen Schruppen und Schlichten eine Zwischenglühung einplanen – so werden die Schruppspannungen abgebaut, bevor die Endmaße gefertigt werden; die Maßhaltigkeit verbessert sich deutlich
- Bei Bauteilen mit Ermüdungsanforderungen (Luftfahrtteile) legt AMS 2801 die Bedingungen fest, unter denen Spannungsarmglühen zwingend vorgeschrieben ist
Alle fünf Fehler lassen sich durch gezielte Parameteranpassung vermeiden. Titanbearbeitung erfordert keine besondere Begabung – nur Respekt vor den Werkstoffeigenschaften. Unser Bearbeitungsservice-Team erstellt auf Basis Ihrer Zeichnungen eine vollständige Prozessempfehlung – von der Werkzeugauswahl bis zum Wärmebehandlungskonzept. Kommen Sie mit den Zeichnungen auf uns zu.
Related Products & Services
- Service → Titan-CNC-Bearbeitung — Präzisionsbearbeitung von Titan, vom Stab bis zum Fertigteil
- Produkt → Titanstäbe — Gr.2/Gr.5-Stäbe als Ausgangsmaterial für die CNC-Bearbeitung
- Produkt → Titanbleche und -platten — Plattenhalbzeug für Blechbauteile
Verwandte Artikel:
Benötigen Sie dieses Material? Erhalten Sie ein Direktangebot ab Werk.