Titanstab-Einkauf: 6 Fallen von Oberfläche bis Zertifikat
Titanstäbe sehen aus wie das einfachste Titanprodukt – ein zylindrischer Metallstab. Dennoch gehören sie zu den Produkten mit den meisten Beschaffungsstreitigkeiten.
Der Grund ist nicht schlechte Qualität. Es liegt am zu großen Interpretationsspielraum bei der Spezifikationsbeschreibung. Derselbe „Φ25mm Gr.5 Titanstab” – geschliffen versus Schwarzhaut – hat zehnfach unterschiedliche Toleranzen, 40 % Preisunterschied, und die Frage, ob er direkt bearbeitet werden kann, bedeutet 2 zusätzliche Arbeitsschritte. Wenn Beschaffungsauftrag Oberflächenbehandlung und Toleranzklasse nicht eindeutig festlegt, erhalten Sie möglicherweise etwas völlig anderes als erwartet.
Die folgenden 6 Fallen begegnen uns in Baoji monatlich beim Handling von tausenden Titanstäben.
Falle 1: Nur Güte angegeben, keine Oberflächenbehandlung

Das ist der häufigste Fehler. Der Bestellschein lautet „Gr.5 Ti-6Al-4V Φ25 × 1000mm” – ohne Oberflächenangabe.
Wie interpretiert der Lieferant das? Er liefert standardmäßig die günstigste Option – Schwarzhaut-Stäbe (black surface). Schwarzhaut-Stäbe sind der unbearbeitete Zustand nach Warmwalzen oder Warmschmieden, mit dem niedrigsten Stückpreis.
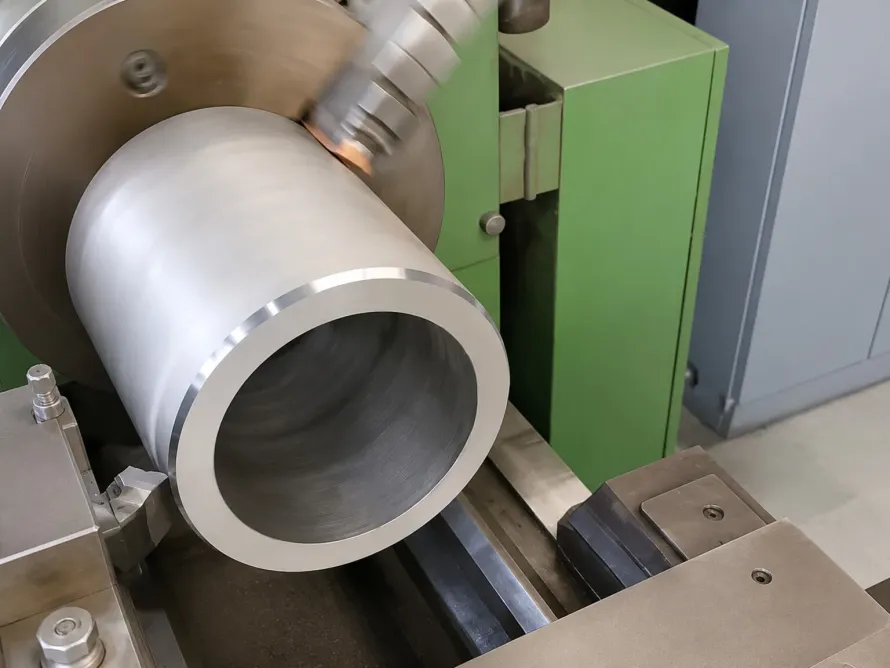
Wenn Ihre nachgelagerte Bearbeitung CNC-Feinbearbeitung umfasst, bedeutet Schwarzhaut: erst Außenhaut abdrehen um Oxidschicht zu entfernen (1–2 mm radialer Aufmaß verschwendet), dann schleifen oder auf Zielmaß feindrehen. Das ergibt 1–2 zusätzliche Arbeitsschritte, die Bearbeitungszeit steigt um 30–50 %.
Unsere Lieferdaten zeigen folgende Verteilung der Oberflächenbehandlungen bei Titanstab-Aufträgen:
| Oberflächentyp | Anteil | Toleranzklasse | Rauheit Ra | Anwendungsbereich |
|---|---|---|---|---|
| Geschliffen (ground) | ~55 % | h7–h9 (sehr hoch) | <0,8 μm | Direkt zur CNC, höchste Effizienz |
| Gedreht (turned) | ~30 % | h11 (mittel) | 1,6–3,2 μm | Zuverlässige UT-Prüfung, mittlere Kosten |
| Schwarzhaut (black) | ~15 % | grob | rauer | Niedrigster Stückpreis, für grobe Großteilbearbeitung |
Lektion: Der Bestellschein muss die Oberflächenbehandlung explizit angeben. Falls Sie unsicher sind, teilen Sie dem Lieferanten Ihren nachgelagerten Prozess mit – er hilft Ihnen bei der Auswahl.
Falle 2: Verwechslung der Durchmessertoleranzklassen
Welchen Unterschied macht die Toleranz h7 versus h11 bei einem Φ25mm-Titanstab?
- h7: Φ25 +0/−0,021 mm
- h11: Φ25 +0/−0,130 mm
Sechsfacher Unterschied. Wenn Ihre Teilezeichnung eine Φ25 h7-Passung fordert, Sie aber h11-Stäbe gekauft haben, wird der Außendurchmesser nach der CNC-Bearbeitung höchstwahrscheinlich außerhalb der Toleranz liegen. Das Problem liegt nicht am Stab – Sie haben die falsche Toleranzklasse gekauft.
Eine noch verborgenere Falle: Manche Lieferanten geben im Angebot „ASTM B348” an, aber ASTM B348 regelt nur chemische Zusammensetzung und mechanische Eigenschaften – keine Durchmessertoleranzen. Durchmessertoleranzen müssen zusätzlich nach ASTM E29 oder ISO 286 referenziert werden. Wenn Sie nur die B348-Normennummer angeben, liegt die Toleranz vollständig im „Standard”-Ermessen des Lieferanten – das kann h9 oder h11 sein.
Lektion: Geben Sie im Bestellschein explizit die Toleranzklasse an (h7/h9/h11) oder den entsprechenden Norm-Standard – schreiben Sie nicht nur die Materialnorm.
Falle 3: Längentoleranzen nicht vereinbart
Ein „1000mm langer” Titanstab kann in der Praxis 998 mm bis 1010 mm sein.
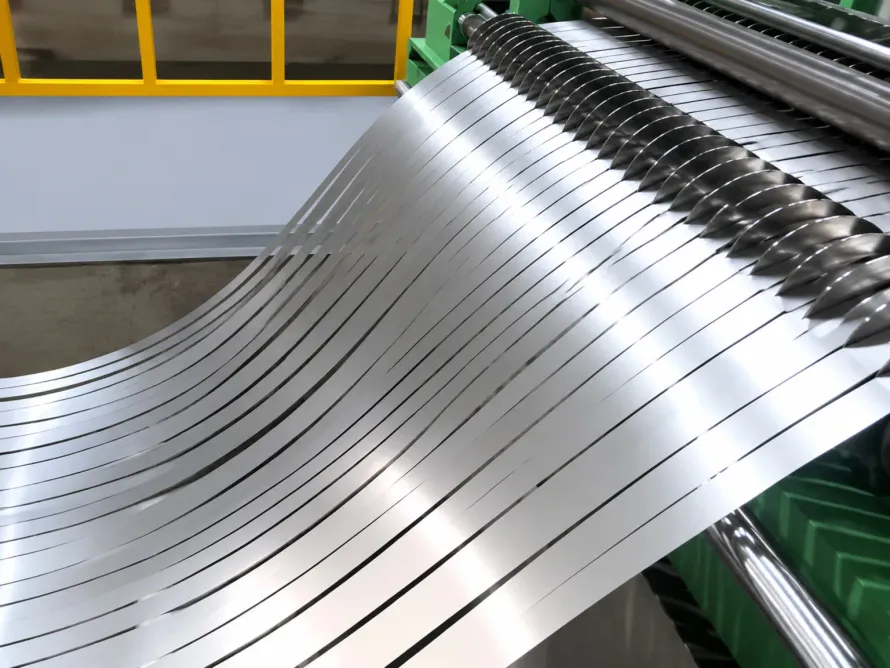
Die Schnitt-Längentoleranz bei Titanstäben hängt von der Schneidmethode ab: Bandsägeschnitt typischerweise ±2–3 mm, Präzisionsschnitt bis ±0,5 mm; für höhere Genauigkeit ist Stirnseiten-Drehen erforderlich.
Das Problem: Viele Bestellscheine schreiben „1000mm” ohne Längentoleranz. Der Lieferant verwendet standardmäßig den kostengünstigsten Bandsägeschnitt mit ±3 mm Toleranz. Falls Ihr Bauteil 1000 ±0,5 mm benötigt, müssen Sie nach Wareneingang nachbearbeiten – zusätzlicher Arbeitsgang und Materialverschwendung.
Lektion: Geben Sie Länge und Längentoleranz an. Falls Präzisionslänge benötigt, frühzeitig kommunizieren – der Lieferant kann mit Präzisionsschnitt oder Stirnseiten-Drehen liefern.
Falle 4: Geradheit nicht geprüft

Titanstäbe, besonders dünnwandige Langstäbe (Φ <15 mm, L >1000 mm), neigen zum Verbiegen.
ASTM B348 fordert für Geradheit: maximale Durchbiegung von 0,8 mm je 300 mm Länge. Das ist für die meisten Anwendungen ausreichend. Bei automatischen Drehmaschinen (CNC Lathe) für die Serienfertigung kleiner Teile kann 0,8 mm/300 mm Durchbiegung jedoch nach dem Spannen im Futter zu Schwingungen führen und Bearbeitungsgenauigkeit sowie Oberflächenqualität beeinträchtigen.
Die Geradheitsanforderung für Stäbe auf automatischen Drehmaschinen beträgt typischerweise ≤0,3 mm/300 mm. Dieses Niveau erfordert einen zusätzlichen Richtprozess (straightening).
„Wir hatten einen Rücksendungsauftrag: Der Kunde berichtete, dass die Stäbe auf der automatischen Drehmaschine zu stark schlugen. Wir prüften die Geradheit – vollständig innerhalb der B348-Norm. Das Problem: Der Kunde hatte keine Richtanforderung angegeben, und automatische Drehmaschinen fordern 2–3-fach strengere Geradheit als die Norm. Seitdem fragen wir bei Aufträgen für dünnwandige Langstäbe aktiv nach, ob automatische Drehmaschinen eingesetzt werden.” — Werkstattleiter Liu
Lektion: Bei automatischen Drehmaschinen oder hochpräzisen Einspannszenarien Geradheitsanforderung gesondert angeben.
Falle 5: Nur MTC geprüft, kein Wareneingang
Das Schmelzwerk-Prüfzeugnis (MTC) ist die „Geburtsurkunde” für chemische Zusammensetzung und mechanische Eigenschaften. Das MTC deckt jedoch Folgendes nicht ab:
- Tatsächlicher Durchmesser (MTC enthält nur Nenndurchmesser)
- Oberflächenrauheit
- Geradheit
- Oberflächenfehler (Risse, Falten, Einschlüsse)
Wir haben Fälle erlebt, bei denen das MTC einwandfrei war – Zusammensetzung erfüllt, Festigkeit erreicht. Aber der Stab hatte einen feinen Längsriss an der Oberfläche; eine UT-Prüfung konnte ihn nicht erfassen (da der Riss an der Oberfläche liegt und Ultraschall nicht hindurchgeht). Der Kunde entdeckte es erst nach der mechanischen Bearbeitung.
Lektion: Führen Sie nach Wareneingang drei Schritte durch: 1) Durchmesser mit Messschieber messen (10 % Stichprobe, mindestens 3 Stäbe, je Kopf-, Mittel- und Fußmessung); 2) Sichtprüfung der Oberfläche (Gegenlicht – Risse und Falten sind bei Gegenlicht am deutlichsten sichtbar); 3) Bei Luftfahrtteilen Lieferanten nach Penetrationsprüfung (PT) oder Magnetpulverprüfung (MT) Bericht fragen.
Falle 6: Schmelzchargen-Rückverfolgung vernachlässigt
Ein Los von 50 Titanstäben kann aus 2–3 verschiedenen Schmelzchargen (heat numbers) stammen. Ohne die Anforderung „gleiche Schmelzcharge” im Bestellschein liefert der Lieferant standardmäßig gemischte Chargen – denn gleiche Schmelzcharge bedeutet erhöhten Lageraufwand und längere Lieferzeiten.
Gemischte Chargen sind für normale Industrieanwendungen unproblematisch. Für Luftfahrt-, Medizin- und Kernenergietechnik ist Rückverfolgbarkeit eine harte Compliance-Anforderung – jedes Bauteil muss auf die konkrete Schmelzcharge und den Barren-Batch zurückführbar sein.
Lektion: Bei Luftfahrt-, Medizin- und Kernenergietechnik-Anwendungen „gleiche Schmelzcharge” und „vollständige Schmelzchargen-Verfolgungsdokumente” im Bestellschein angeben. Normale Industrieanwendungen können gemischte Chargen akzeptieren – Lieferzeit und Kosten sind günstiger.
Keine der oben genannten 6 Fallen ist ein Qualitätsproblem des Titanmaterials selbst. Alle entstehen durch unklare Beschaffungsspezifikationen. Klar beschreiben, was Sie benötigen, ist wichtiger als den richtigen Lieferanten zu finden.
Benötigen Sie eine Vorlage für Titanstab-Beschaffungsspezifikationen? Kontaktieren Sie uns.
Verwandte Produkte & Dienstleistungen
- Dienstleistung → Längenzuschnitt — Präzisionsschnittservice, Längentoleranz bis ±0,5 mm kontrollierbar
- Produkt → Titanstäbe — Gr.2/Gr.5-Stäbe, geschliffen/gedreht/Schwarzhaut in allen Spezifikationen auf Lager
- Produkt → Titan-Schmiedeteile — Schmiedeknüppel, Ausgangsmaterial für großformatige Titanstäbe
Verwandte Artikel:
Benötigen Sie dieses Material? Erhalten Sie ein Direktangebot ab Werk.