Warum ein 60-kg-Titanauftrag schwieriger ist als ein Sechs-Tonnen-Auftrag
60 Kilogramm. Ein Knüppel. Zehn Wochen Koordination.
Hunting machte diese Woche Schlagzeilen mit einem Auftrag über Titan-Stress-Joints im Wert von 63,5 Millionen US-Dollar für Guyanas Uaru-FPSO sowie einem Subsea-Paket über 31 Millionen US-Dollar für ein Feld im Schwarzen Meer. Große Zahlen. Saubere Story. Leicht zu schreiben. Aber wenn Sie tatsächlich dickwandige Titan-Knüppel für Subsea-Hardware beschaffen — Grade 5 (Ti-6Al-4V), enge Toleranzen, einstellige Stückzahlen — wissen Sie, dass der harte Teil nicht das Gewinnen eines fetten Vertrags ist. Der harte Teil ist, überhaupt ein 60-Kilogramm-Stück herstellen zu lassen.
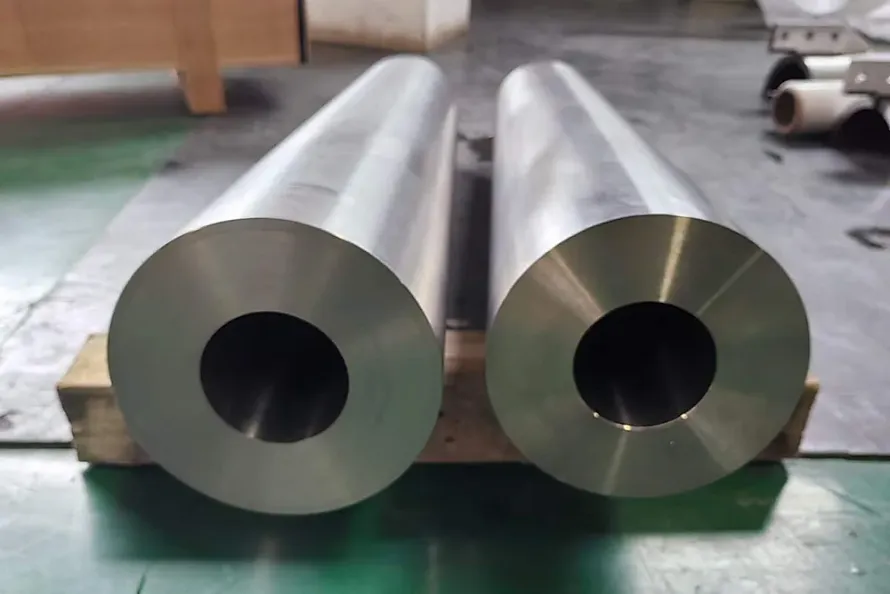
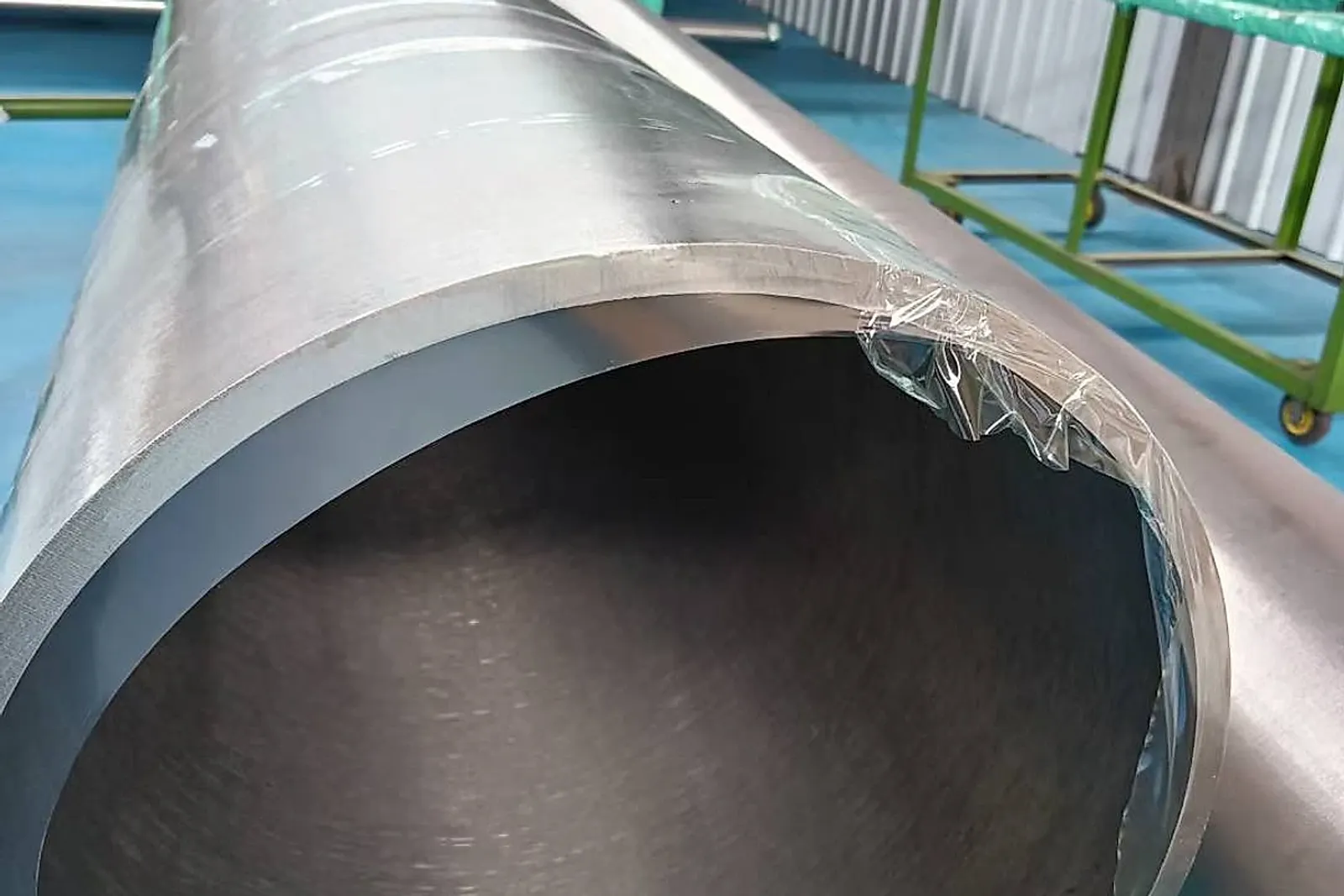
Dies ist die Geschichte eines dickwandigen Grade 5 (Ti-6Al-4V)-Titan-Knüppels mit AD 330 mm × ID 219 mm × 600 mm, den wir für ein Tiefsee-Subsea-Manifold-Projekt koordiniert haben. Kleine Charge. 55 mm Wandstärke. Volle ±2 mm AD-Toleranz. Zehn Wochen Lieferzeit vom Schmelzen bis zum Versand. Und drei Werke, die fast nein gesagt hätten.
Der Auftrag, den alle ignorieren
Hier ist, worüber niemand spricht, wenn Tiefsee-Titan in die Nachrichten kommt. Generalunternehmer wie Hunting bekommen die millionenschweren Pressemitteilungen. Aber diese Programme sitzen auf einer verborgenen Schicht — Prototyp-Knüppel, Qualifizierungsproben, Einzelstück-Ersatzteile für beschädigte Hardware, F&E-Versuche für Subsea-Konnektoren der nächsten Generation. Fast immer kleine Mengen. Fast immer dringend. Fast immer von den großen Werken abgelehnt.
Ein 3-Tonnen-VAR-Ofen möchte nicht für 60 Kilogramm Grade 5 anfahren. Allein die Beschickungskosten ruinieren die Wirtschaftlichkeit. Die meisten Werke legen eine Mindestbestellmenge zwischen 500 kg und 1 Tonne pro Charge fest. Alles darunter bekommt eine höfliche Absage — oder ein Angebot, das so aufgebläht ist, dass der Käufer davonläuft.
Händler sind auch nicht viel hilfreicher. Ein typischer Titanhändler in Baoji pflegt Beziehungen zu zwei oder drei Werken. Wenn die Anfrage 55 mm Wandstärke auf einem 330 mm AD erreicht, lösen sich diese Beziehungen in Luft auf. Dickwandige Grade-5-Schmiederohlinge sind nichts, was man aus dem Regal zieht. Das Material muss aus einem massiven Ingot geschmiedet, grob ausgebohrt und dann endbearbeitet werden — ein mehrstufiger Prozess, der Orchestrierung erfordert, keine bloße Beschaffung.
Was passiert also mit dem Subsea-Ingenieur, der einen Knüppel für einen Prototyp braucht? Entweder wartet er sechs Monate darauf, dass eine Versuchsschmelze zustande kommt, oder er zahlt einen 4-fachen Aufschlag an ein westliches Spezialwerk und hofft, dass das Zertifizierungspaket sauber ankommt. Keine der beiden Optionen ist gut. Beide töten Projekt-Zeitpläne.

Was 55 mm Wandstärke wirklich bedeutet
Schlüsseln wir die Spezifikation selbst auf. Die Zeichnung des Kunden verlangte:
| Parameter | Wert | Toleranz |
|---|---|---|
| Außendurchmesser (AD) | 330 mm | ± 2 mm |
| Innendurchmesser (ID) | 219 mm | ± 2 mm |
| Länge | 600 mm | ± 5 mm |
| Wandstärke | 55,5 mm | — |
| Werkstoff | Grade 5 (Ti-6Al-4V) | — |
| Stückgewicht | ~60 kg | — |
Dieses ±2 mm AD-Band ist die Art von Toleranz, die Sie zwingt, mit einem größeren Schmiedeteil zu beginnen und dann herunterzubearbeiten. Sie kommen nicht direkt von einem gewalzten oder extrudierten Rohr dorthin. Die Bohrung muss auf einer BTA-Tieflochbohranlage gebohrt oder trepaniert und dann auf Konzentrizität fertiggebohrt werden.
Die Kornstruktur ist entscheidend. Bei 55 mm Wandstärke erhalten Sie, wenn die Schmiedeparameter driften, grobe Körner in der Mitte und feine Körner an der Oberfläche. Subsea-Kunden erkennen dies beim Makroätzen und weisen das gesamte Stück zurück. Wir haben gesehen, wie es Wettbewerbern passiert ist. Das MTC sieht sauber aus. UT besteht. Dann schneidet der Kunde einen Coupon ab, ätzt ihn, und alles fällt auseinander.
Wie wir es durchgezogen haben
Wir haben für diesen Auftrag drei Partnerbetriebe aus Baojis Titan-Cluster zusammengezogen. Jeder mit einer spezifischen Fähigkeit.
Die Schmelze kam von einem Partnerwerk mit einer ausgereiften VAR-Praxis für Ti-6Al-4V. Da 60 kg keine dedizierte Schmelze rechtfertigen, haben wir das Material in den Abschluss eines größeren, durch unser Stocking-Programm geplanten Ingot-Gusses in Luftfahrtqualität eingeschleust. Gleiche Qualität. Gleiche Rückverfolgbarkeit der Chargennummer. Gemeinsame Ofenwirtschaftlichkeit. Das ist der Trick, den die meisten Händler nicht hinbekommen — Sie brauchen direkte Beziehungen zu den Planern des Schmelzbetriebs, nicht zu Vertriebsmitarbeitern.
Von dort ging der Ingot zu einer Freiform-Schmiede mit einer hydraulischen 1.600-Tonnen-Presse. Mehrere Stauch- und Streckdurchgänge formten den Knüppel nahe der Endkontur. Die β-transus-Temperaturkontrolle wurde über das gesamte Schmiedefenster auf ±15 °C gehalten. Jenseits dieses Bereichs verlieren Sie die α+β-Struktur, und die mechanischen Eigenschaften driften aus dem Grade-5-Bereich heraus.
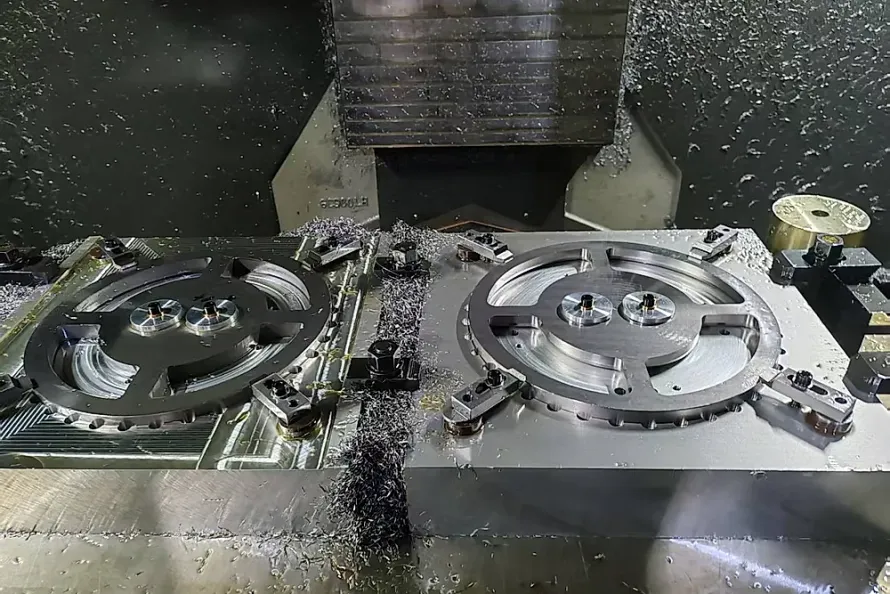
Dann kam die Bearbeitung. Eine BTA-Tieflochbohranlage zog den 219 mm ID in einer einzigen Aufspannung durch — kritisch, weil jedes erneute Aufspannen Konzentrizitätsfehler einführt, die die ±2 mm Toleranz zerstören. Danach folgte das externe Schruppdrehen, dann das Schlichtdrehen auf den finalen AD.
Unser QC-Team wartete nicht darauf, dass das finale MTC per E-Mail eintraf. Sie überprüften die Chargennummer gegen den Ingot-Stempel, bevor der Knüppel überhaupt die Schmiede betrat. Sie führten PMI am Material beim Werk, beim Schmied und beim Finishing-Betrieb durch — drei unabhängige Messungen, gleiches Ergebnis. Als der Knüppel von der Drehbank kam, führten sie 100 % UT gemäß ASTM E2375 Level 1 durch, plus PT auf allen bearbeiteten Oberflächen.
Der erste Knüppel verfehlte die ID-Konzentrizität um 1,3 mm — knapp außerhalb der Toleranz. Wir haben ihn verschrottet. Neu geschmiedet. Neu gebohrt. Der zweite bestand sauber.
Hier fängt das Label „Lieferketten-Plattform” an, etwas zu bedeuten. Nicht weil wir die Maschinen besitzen. Weil wir es nicht tun. Wir koordinieren sie. Wir wissen, welche Schmiede bei den Stauch-Durchgängen keine Abkürzungen nimmt. Wir wissen, welche Maschinenwerkstatt eine Tieflochbohr-Anlage hat, die stabil genug für 600 mm ist. Wir wissen, welcher QC-Inspektor eine 0,8 mm AD-Abweichung erkennt, bevor es der Drittinspektor des Kunden tut. Dieses Wissen kommt nicht aus einem Katalog.
„In Baoji kann Ihnen fast jeder ein Standard-Titanrohr verkaufen. Die wahre Kunst besteht jedoch darin, Grade-5-Material durch einen 3-Tonnen-VAR-Ofen zu schleusen, ohne dass die Rüstkosten den Rahmen sprengen – und dabei eine lückenlose Rückverfolgbarkeit bis zum Schwamm zu garantieren. Das ist kein Handel, das ist Präzisionslogistik.” — Lars Wang, Supply Chain Director

Die Dokumentation, die tatsächlich abgezeichnet wird
Subsea-Hardware-Käufer wollen nicht nur Metall. Sie wollen einen Prüfpfad. Für diesen Auftrag umfasste das finale Paket:
- EN 10204 3.1 Werkstoffzertifikat — Chemie, mechanische Eigenschaften, UT, PT, Dimensionskontrolle
- Rückverfolgbarkeit der Chargennummer — vom Schwamm über den Ingot bis zum Knüppel
- Tieftemperatur-Charpy-Schlagdaten bei -20 °C und -40 °C gemäß Subsea-Standard
- Makroätz-Foto mit Korngrößen-Bewertung nach ASTM E112
- 100 % UT-Bericht nach ASTM E2375 Level 1 mit angegebenen Abnahmekriterien
- PT-Bericht nach ASTM E165 auf allen bearbeiteten Oberflächen
- Dimensionsprüfbericht mit CMM-Daten
- Fotografische Aufzeichnung des Knüppels in jeder Prozessphase
Die meisten kleinen Händler können dieses Paket nicht zusammenstellen, selbst wenn sie das Metall korrekt beschaffen. Sie schicken dem Kunden einen Stapel fragmentierter Werksdokumente in drei verschiedenen Formaten. Unsere Aufgabe ist es, dem Subsea-Ingenieur ein PDF-Bundle zu übergeben, signiert, gestempelt und prüfbereit. Das unterscheidet Lieferketten-Koordination vom einfachen Handel.
Ihre Checkliste für dickwandiges Subsea-Titan in Kleinserien
Wenn Sie Prototypen oder geringvolumiges dickwandiges Titan für Subsea-Anwendungen beschaffen, sparen Ihnen die folgenden fünf Fragen drei Monate:
- Kann Ihr Lieferant Ihr Material in eine gemeinsame Schmelze einschleusen? Wenn er auf einem dedizierten Guss für 60 kg besteht, wird Sie der Preis umbringen.
- Hat er direkten Zugang zum Schmelzbetrieb oder ist er ein Händler mit zwei Telefonnummern? Fragen Sie, wie viele VAR-Öfen er bis Montag 10 Uhr erreichen kann.
- Wer macht die Tieflochbohrung? Externes Finish ist einfach. Konzentrische Bohrung auf 600 mm Länge ist der Schwachpunkt.
- Wie ist sein QC organisiert — reaktiv oder parallel? Reaktives QC wartet auf die Endkontrolle. Paralleles QC fängt Probleme beim Werk, beim Schmied und in der Bearbeitungswerkstatt ab.
- Fordern Sie ein Muster-Dokumentationspaket vor der Bestellung an. Wenn er Ihnen nicht innerhalb von 48 Stunden ein geschwärztes früheres Beispiel schicken kann, gehen Sie weg.
Haben Sie einen dickwandigen Grade-5-Titan-Prototyp, der in der Angebotshölle feststeckt? Schicken Sie uns die Zeichnung. Im schlimmsten Fall sagen wir Ihnen ehrlich, dass wir das nicht laufen lassen können. Im besten Fall wissen wir bereits, in welchen Ofen wir ihn einschleusen.
Verwandte Produkte & Dienstleistungen
- Dienstleistung → Keine Mindestbestellmenge — Prototypen und Kleinserien von Titan-Knüppeln ohne MOQ-Aufschläge.
- Produkt → Titan-Schmiedeteile — Freigeformte und endkonturnahe Knüppel für Subsea, Luftfahrt und chemische Verfahrenstechnik.
- Produkt → Titanstangen & Stäbe — Grade 5 und Grade 9 Stangenmaterial für die Bearbeitung zu Konnektoren, Hubs und Druckkomponenten.
Verwandte Artikel:
- Fünf Titanlegierungen, drei Werke, eine Sendung
- US Titanium Act: Was er für globale Käufer bedeutet
- Titan-Schmieden & Ringwalzen in Aktion
Über uns: Titanium Seller — eine Lieferketten-Plattform mit Sitz in Baoji, Chinas Titan-Tal, die 600+ Titan-Unternehmen koordiniert.
Benötigen Sie dieses Material? Erhalten Sie ein Direktangebot ab Werk.