Titanium Powder 2026: Three Routes in an $800M Race
Three major moves landed in the titanium powder market inside a single week.
On April 17, EOS acquired powder specialist Metalpine. On April 22, Amaero announced that its advanced gas atomization line had entered commercial production. Running on the same timeline, IperionX secured a $99 million DoD contract to produce titanium powder from domestic scrap through a hydrogen-based recycling process.
Three routes. Three distinct business models. One prize — a market projected at $799 million in 2026, growing at an 8.71% CAGR through 2032.
Three Technical Routes: Who Is Doing What

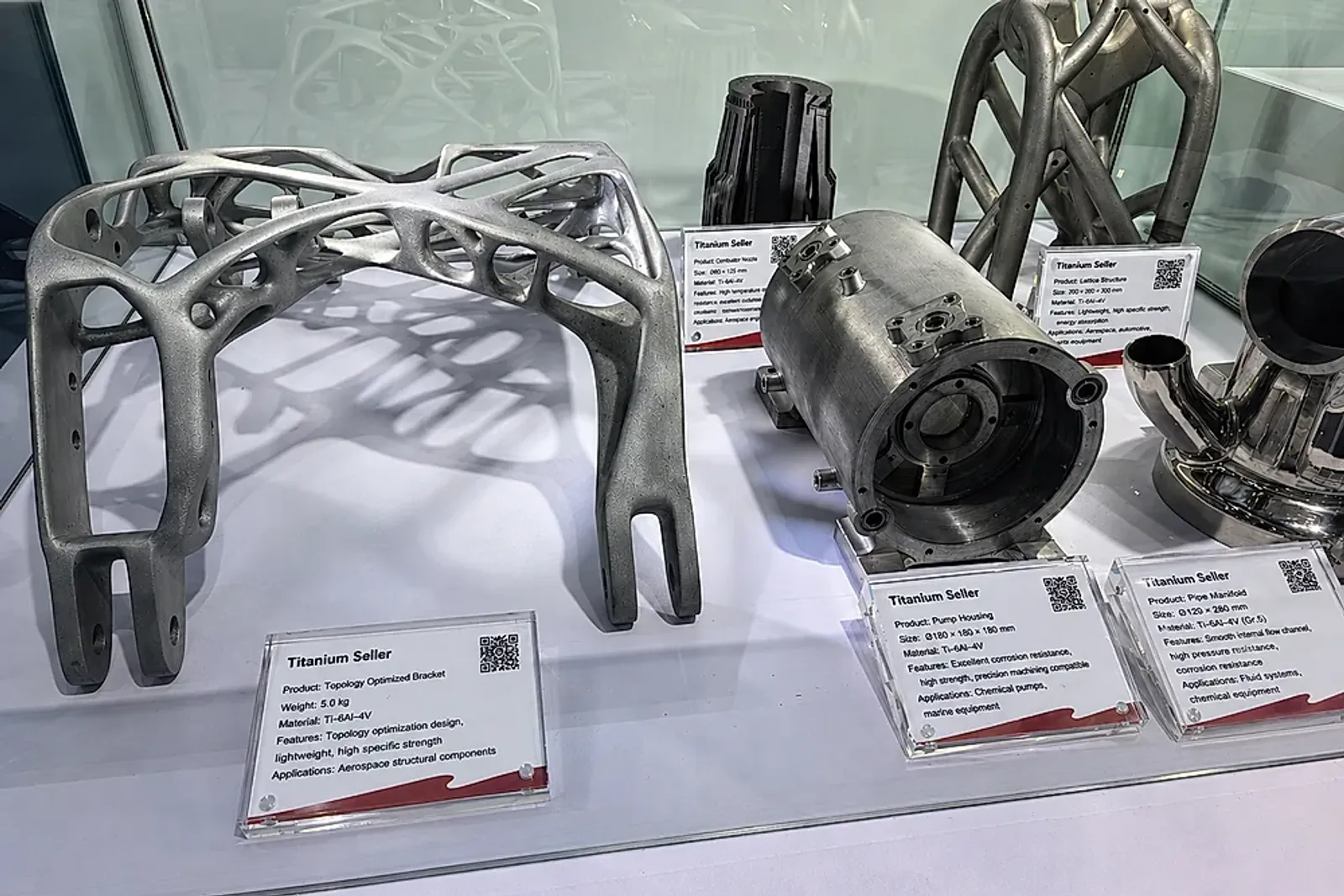
Route 1: EOS + Metalpine — equipment maker integrates backward into feedstock. EOS is the world’s largest metal additive manufacturing (AM) equipment vendor. Acquiring Metalpine means EOS no longer only sells printers — it now captures margin at the powder feedstock level as well. Metalpine’s core capability is plasma atomization, a process that produces spherical powder with superior flowability and tap density compared to conventional EIGA. That makes it the preferred feedstock for aerospace-grade AM.
The strategic intent is straightforward: whoever controls powder supply controls AM pricing power.
Route 2: Amaero — an independent powder maker in a capacity race. Amaero operates purely as a powder manufacturer, with no equipment business. The line commissioned on April 22 is a complete gas atomization system, with powder yield rates described as industry-leading. Amaero’s positioning is as an independent, third-party powder supplier to aerospace and defense customers — not tied to any equipment brand.
That independence is the value proposition. Aerospace customers are wary of sourcing powder from equipment vendors who have an incentive to bundle powder pricing with machine contracts.
Route 3: IperionX — scrap recycling as an alternative to the conventional feedstock chain. IperionX does not start from titanium sponge. It processes Ti-6Al-4V scrap through a hydrogenation-dehydrogenation (HDH) process to produce titanium powder directly. The DoD contract provides $99 million plus 290 tonnes of government-stockpiled scrap, with a stated target of 1,400 tonnes per year from a Virginia facility.
The logic is structurally different from the other two routes: bypass sponge, bypass China, bypass Russia, and produce American powder from American scrap. Cost structure and supply-chain security both improve at once.
What This Means for Downstream Buyers: Powder Pricing Outlook
Three routes expanding capacity simultaneously — does that mean powder prices will fall? Not necessarily.
Aerospace and defense account for 45–50% of titanium powder demand. This segment is price-insensitive but extremely sensitive to certification status and traceability. New capacity typically requires 12–18 months to pass customer qualification before it can function as effective supply. Short-term, the supply balance for qualified powder remains tight.
The segment most likely to see price pressure is non-aerospace-grade powder — industrial 3D printing, powder metallurgy, and thermal spray applications. Chinese suppliers (including AVIC Maite and Baoti Powder) already hold a strong price position in these segments. As EOS/Amaero capacity enters the market, the price spread in mid-market powder grades may compress further.
“The titanium powder market is shifting from ‘powder scarcity constraining AM capacity’ to ‘powder quality segmentation driving AM market stratification.’ The premium on aerospace-grade spherical powder — 15–45 μm particle size, oxygen content below 0.10%, sphericity above 95% — will keep widening. Industrial-grade powder faces a price war.” — Sales Director Liu
Two practical recommendations for procurement teams:
1. If you use powder for aerospace AM parts: Track the certification progress at EOS-Metalpine and Amaero. Once they clear AS9100D audits, they will become credible alternatives to incumbent suppliers such as AP&C and Carpenter. Do not switch before certification is complete — a supplier change in aerospace powder requires a full process re-qualification.
2. If you use powder for industrial-grade parts or thermal spray: Now is a favorable window for negotiating supply terms. Multiple capacity additions mean industrial-grade titanium powder supply will ease noticeably in the second half of 2026. Locking in 6–12 month supply agreements will yield better pricing than spot purchasing.
Where Chinese Titanium Powder Stands: Competitive but Facing Exclusion

One structural backdrop cannot be ignored.
China is the world’s largest producer of titanium powder. The combined output of AVIC Maite, Baoti Powder, and the Northwest Institute for Nonferrous Metal Research exceeds 40% of global production. Pricing runs 30–50% below European and American peers.
However, the Section 232 critical minerals investigation combined with Buy American Act requirements is progressively removing Chinese titanium powder from US defense supply chains. IperionX’s entire business model is built around “American titanium powder with no Chinese input.” EOS’s decision to acquire a European operation — Metalpine — rather than a Chinese powder producer follows the same logic.
For Chinese titanium powder exporters, European commercial markets and Asia-Pacific markets remain accessible. But the US aerospace and defense market is closing structurally, not cyclically.
For international buyers currently sourcing titanium powder from China — if your end customers sit within the US defense supply chain, begin evaluating alternative sources now. Waiting until Section 232 measures take effect before finding substitutes will passively extend your lead times by 6–12 months.
Our rod and forging product lines are not affected by powder market fluctuations (different feedstock routes), but if you need supplier referrals or market intelligence on titanium powder, contact our team.
Titanium Seller is a titanium supply-chain platform headquartered in Baoji Titanium Valley, China.
Related Products & Services
- Service → Titanium CNC Machining — Post-process finish machining for AM parts
- Product → Titanium Forgings — Conventional forging route, complementary to AM powder
- Product → Titanium Wires — Wire feedstock for WAAM additive manufacturing
Related Articles:
Need this material? Get a factory-direct quote.