Smart Titanium Implants: Antibacterial Surfaces and 3D Printed Medical Devices
Titanium has been the gold standard for orthopedic and dental implants for decades, but 2026 is proving to be a landmark year for the metal’s medical applications. Researchers at the University of Hong Kong have unveiled a smart titanium surface that kills 99.94% of bacterial biofilms without antibiotics, while multiple FDA clearances for 3D-printed titanium spinal implants are accelerating the shift toward patient-specific devices. These developments are not just scientific milestones — they are reshaping demand for medical-grade titanium across the entire supply chain.
As a comprehensive titanium supply platform based in Baoji, China’s Titanium Valley, Titanium Seller works with mills that produce ASTM F136 and ISO 5832-3 certified medical-grade alloys. Here is our perspective on what these breakthroughs mean for the industry — and for buyers sourcing titanium for medical applications.
Breakthrough: A Titanium Surface That Fights Infection on Its Own
Periprosthetic joint infection (PJI) remains one of the most feared complications in orthopedic surgery. When bacteria colonize an implant surface and form biofilms, they become extremely resistant to antibiotics — often requiring painful revision surgery and prolonged treatment.
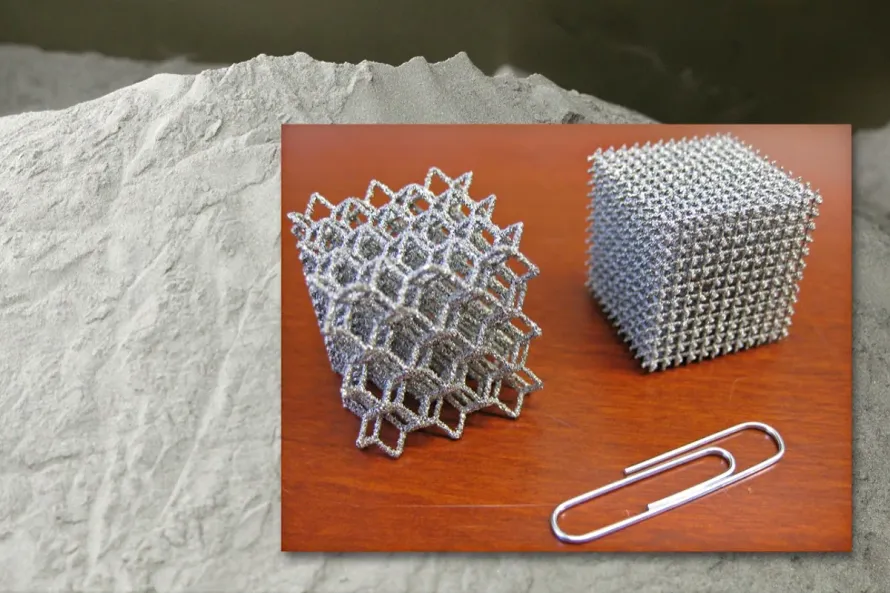
A team led by Professor Kelvin Yeung Wai-kwok at the University of Hong Kong’s Department of Orthopedics and Traumatology has developed an elegant solution. Their approach modifies the titanium implant surface itself, creating nano-honeycomb structures with engineered oxygen vacancies through a hydrogenation process.
When activated by near-infrared (NIR) light — delivered through a brief 15-minute external irradiation session — these modified surfaces generate reactive oxygen species and a mild local photothermal effect that disrupts bacterial biofilms from the inside out.
The results, published as a cover story in Cell Biomaterials, are striking:
- In vitro: 99.94% elimination of Staphylococcus aureus biofilms after 15 minutes of NIR irradiation
- In vivo (rat model): 91.58% biofilm removal
- No antibiotics required — the mechanism is purely physical and photochemical
Beyond bacterial elimination, the surface modification shifts macrophage behavior toward tissue remodeling, actively promoting bone-implant integration. This dual functionality — fighting infection while accelerating healing — addresses two of the biggest challenges in implant surgery simultaneously.
The technology is applicable across a wide range of titanium implants: joint replacements, fracture fixation devices, spinal fusion cages, dental implants, and craniofacial reconstruction hardware.
FDA Clearances Accelerate 3D-Printed Titanium Implants
While the HKU research represents the cutting edge of surface science, the commercial side of medical titanium is advancing just as rapidly.
In January 2026, Spine Innovation received FDA 510(k) clearance for the LOGIC™ Titanium Expandable Interbody System. The device incorporates OsteoSync™ Ti, a patented pure titanium lattice structure that has been implanted in more than 250,000 patients since 2014. The expandable design allows surgeons to adjust implant height in situ, reducing the need for multiple implant sizes in the operating room.
Meanwhile, IMPLANET secured FDA clearance for its Swingo anterior cervical cage range — a fully 3D-printed titanium implant designed for cervical spine fusion procedures. The 3D-printed lattice architecture enables precise control over porosity and mechanical properties, promoting better interbody fusion outcomes.
These clearances reflect a broader trend: 3D-printed titanium implants are moving from niche applications to mainstream surgical practice. The ability to create patient-specific geometries, optimized porous structures for bone ingrowth, and complex internal architectures that are impossible with traditional machining gives additive manufacturing a compelling advantage in the medical device space.
Why Ti-6Al-4V ELI Remains the Medical Gold Standard
The alloy behind most of these innovations is Ti-6Al-4V ELI (Extra Low Interstitials) — designated as Grade 23 titanium and specified under ASTM F136 and ISO 5832-3. This alloy offers a carefully balanced combination of properties that make it uniquely suited for implant applications:
| Property | Value | Why It Matters |
|---|---|---|
| Elastic modulus | ~110 GPa | Closer to bone (~30 GPa) than steel (~200 GPa), reducing stress shielding |
| Tensile strength | 860–965 MPa | Strong enough for load-bearing implants |
| Fatigue endurance | Excellent | Withstands millions of loading cycles in joints |
| Biocompatibility | Non-cytotoxic | No adverse immune response; promotes osseointegration |
| Corrosion resistance | Passive TiO₂ layer | Stable in body fluids indefinitely |
The “ELI” designation means reduced oxygen, nitrogen, carbon, and iron content compared to standard Grade 5 Ti-6Al-4V. These lower interstitial levels improve fracture toughness and fatigue life — critical properties for implants that must perform reliably inside the human body for 20 years or more.
For 3D printing applications, the powder and wire feedstock must meet even tighter specifications. Powder sphericity, particle size distribution, and oxygen pickup during atomization all directly affect the mechanical properties of the final printed implant. This is why medical device manufacturers demand rigorous material certification from their titanium suppliers.
The Supply Chain Implications
These medical breakthroughs are driving measurable shifts in titanium demand:
Growing volume requirements. The global medical titanium implant market continues to outpace overall titanium market growth, driven by aging populations in developed economies and expanding access to orthopedic and dental care in emerging markets. The overall titanium market is projected to grow from 225.68 kilotons in 2025 to 238.8 kilotons in 2026, with medical applications growing even faster.
Tighter quality specifications. As implant designs become more sophisticated — with nano-structured surfaces, 3D-printed lattices, and patient-specific geometries — the quality requirements for incoming titanium material intensify. Medical device manufacturers need suppliers who can consistently deliver material that meets ASTM F136, with full chemical analysis, mechanical testing, and microstructure documentation.
Demand for AM-grade feedstock. The shift toward 3D-printed implants creates specific demand for titanium powder (15–45 μm for LPBF) and wire feedstock with controlled chemistry and minimal contamination. This is a growing segment that requires specialized production capabilities.
How Titanium Seller Supports Medical-Grade Supply
Operating from within Baoji’s integrated titanium production cluster gives Titanium Seller direct access to mills that specialize in medical-grade material. Our approach to serving the medical device sector includes:
- ASTM F136 / ISO 5832-3 certified Ti-6Al-4V ELI in sheet, plate, rod, wire, and tube forms
- Grade 2 and Grade 4 commercially pure titanium for applications requiring maximum corrosion resistance and formability
- Full material traceability from sponge titanium through final mill product, with mill test reports and independent third-party inspection
- Centralized quality control that audits and verifies each supplier’s production processes, heat treatment records, and testing protocols
Our one-stop supply model means medical device manufacturers can source multiple titanium product forms — plates for machined components, wire for additive manufacturing, tubes for instrumentation — from a single qualified platform, simplifying supplier management and ensuring consistent material quality.
What Medical Titanium Buyers Should Watch
1. Surface modification technologies will drive material specifications. As technologies like HKU’s antibacterial surface move toward commercialization, expect new requirements for surface finish, grain structure, and oxide layer characteristics in procurement specifications.
2. 3D printing adoption will accelerate. With multiple FDA clearances in hand and clinical data accumulating, 3D-printed titanium implants will capture an increasing share of the spinal, orthopedic, and dental markets. Buyers should establish AM feedstock supply chains now.
3. Regulatory scrutiny will increase. As more 3D-printed titanium devices enter the market, regulatory bodies will tighten requirements for material characterization, process validation, and post-market surveillance. Full traceability from raw material to finished device will become non-negotiable.
4. China’s role in medical titanium will grow. Despite export controls on certain titanium mill products, China’s medical-grade titanium production capabilities continue to expand. Buyers who build relationships with reliable Chinese supply chain partners gain access to competitive pricing without compromising quality — provided they work with platforms that enforce rigorous QC standards.
Conclusion
From smart antibacterial surfaces to FDA-cleared 3D-printed spinal cages, 2026 is proving that titanium’s role in medicine is only growing. These innovations demand higher-quality raw materials, tighter process controls, and more sophisticated supply chain partnerships.
At Titanium Seller, we combine Baoji’s unmatched production scale with the quality assurance systems that medical device manufacturers require. Whether you need ASTM F136 bar stock for CNC-machined implant components or certified titanium powder for your additive manufacturing line, reach out to our team to explore how we can support your next medical titanium project.
Related Articles:
Need this material? Get a factory-direct quote.