Nadcap's New AM Audit Framework Turns Titanium Orders Into a Scope-to-Release Test
The latest Nadcap additive-manufacturing signal is not only about whether more aerospace suppliers can pass an AM audit. For titanium buyers, the sharper question is whether a supplier’s audited scope actually covers the route, material input, post-processing, inspection and release language attached to a specific purchase order.
3D Printing Industry reported on June 30, 2026 that Performance Review Institute’s Nadcap program has moved additive manufacturing into a more defined aerospace audit framework, with AM now treated as one of the program’s 26 critical process categories. The report says PRI conducted 6,140 audits in 2025 across 53 countries, using about 350 contracted auditors and accrediting around 4,600 suppliers. PRI’s own Nadcap page describes the program as an industry-managed accreditation system for critical processes in aviation, defense and space (PRI).
Those figures matter because they show the scale of the audit machinery. They do not mean a titanium bar, tube, forging, machined part or AM component is automatically releasable because a supplier has an accreditation. The public sources used here do not approve any specific titanium order. The useful lesson is narrower: aerospace AM auditing is moving deeper into the path from order intake to controlled process and final evidence.
Audit Scope Is the New Procurement Question
The Nadcap AM framework described by 3D Printing Industry separates the discussion from a simple “does the supplier have a certificate?” check. Revised metallic powder bed fusion criteria, AC7131/1, were reported as published in 2025-04 and effective from 2025-08-03. Directed energy deposition criteria, AC7131/2, were reported as published in June, covering laser powder, laser wire, electron beam wire, gas metal arc and plasma wire DED, with first audits beginning in Q4 2025.
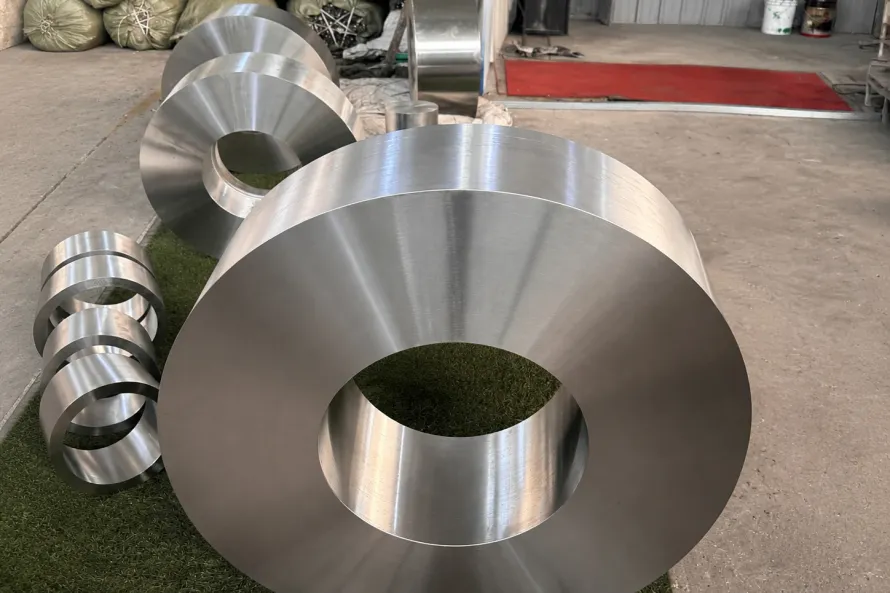
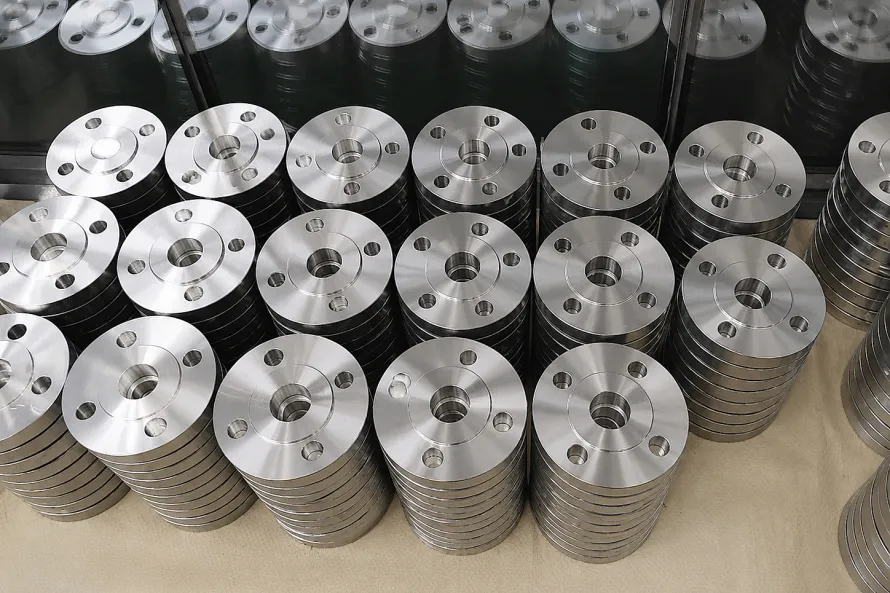
For titanium buyers, those distinctions are not technical decoration. A Ti-6Al-4V bracket made by laser powder bed fusion, a wire-fed deposited preform, a machined part cut from certified bar and a tube assembly made from welded or seamless stock may all appear under the broad label of titanium supply. They do not carry the same evidence burden.
That is why the buyer should ask for the exact process scope, not just the accreditation name. Does the audited scope cover the process family used for the order? Does it cover powder production, wire input, build operation, heat treatment, hot isostatic pressing, machining, inspection or only part of that chain? Does the supplier’s certificate match the product family being quoted?
Why Titanium Makes the Audit More Demanding
Titanium is often ordered for places where the cost of a mismatch appears late: fatigue exposure, pressure retention, flight hardware, seawater service, chemical corrosion, medical-adjacent hardware, high-temperature assemblies or long-life replacement parts. A purchasing team may be tempted to treat accreditation as a shortcut through that complexity. It is better to treat it as the beginning of the evidence request.
The 3D Printing Industry report says every AM facility audit begins with a general checklist covering how a company takes a purchase order into the business, performs contract review and flows customer-specific requirements into internal procedures. That language is highly relevant to titanium orders. The first release risk may appear before the build, heat treatment or inspection step. It may appear when the customer requirement is translated into the supplier’s internal route.
A titanium supplier may be excellent at one route and weakly documented in another. A buyer may approve Grade 5 bar machining but not PBF. A design authority may allow DED repair or preform manufacture only inside a narrow envelope. A final certificate may reference material chemistry but fail to explain whether the order’s special process, inspection method and customer drawing revision were inside the approved scope.
The Scope-to-Order Release File
For critical titanium orders, the practical file should connect audit scope to order release. The exact packet will vary by application, but the buyer logic should be consistent.
| Release layer | Buyer question | Evidence to request |
|---|---|---|
| Audit scope | Is this order inside the supplier’s accredited AM or special-process scope? | Nadcap scope, relevant AC7131 family, process family, site and equipment coverage |
| Contract review | Did the supplier flow the customer requirement into internal procedures? | Purchase-order review, drawing revision check, customer specification matrix, deviation control |
| Material input | Is the titanium input controlled for the selected route? | Heat or lot identity, powder or wire records, MTR, storage and contamination controls |
| Process family | Is the route PBF, DED, machining, hybrid manufacture or another approved path? | Frozen parameters, traveler, machine and software revision, build or route record |
| Post-processing | Are stress relief, HIP, heat treatment, cleaning and machining inside the release boundary? | Furnace record, HIP record, machining plan, surface condition and rework control |
| Inspection | Does inspection address the failure mode of this part? | Dimensional report, tensile or coupon data, NDT, CT where needed, calibration records |
| Final release | Does the certificate say what the buyer is allowed to use? | Certificate of conformity, nonconformance closure, customer approval, lot or serial link |

This table is deliberately order-centered. Nadcap and QML checks can tell a buyer that a supplier has demonstrated capability in a defined area. They do not replace the need to match the released titanium item to the quoted route and customer requirement.
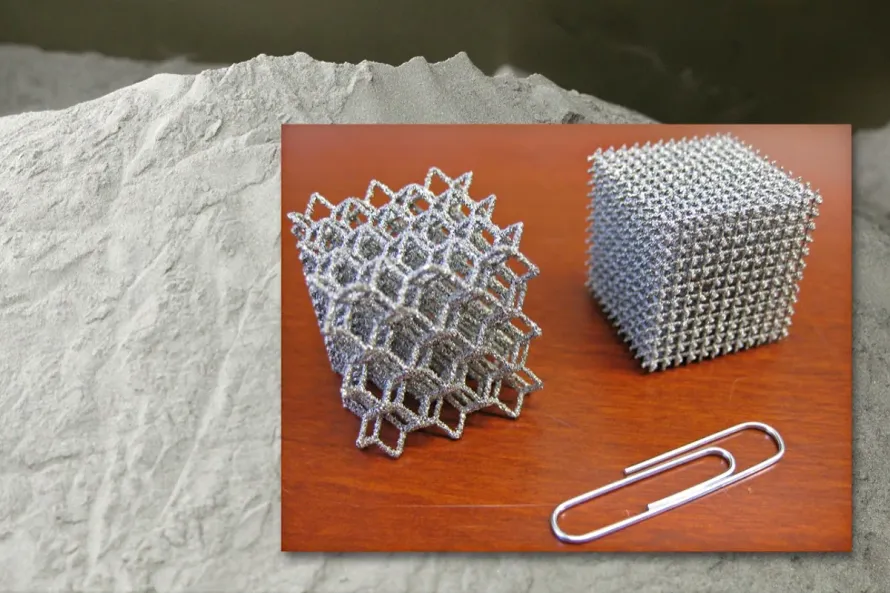
Read PBF, DED and Powder Scope Separately
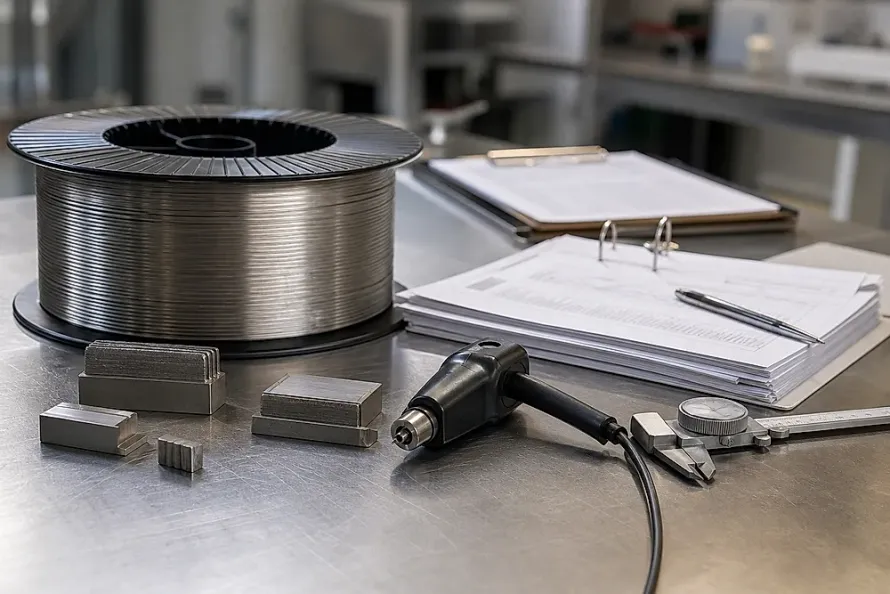
One of the most useful details in the current report is that the audit framework does not treat AM as one undifferentiated process. PBF, DED and powder production have different control points. PBF may push the buyer to examine powder lots, build interruption rules, machine capability, software control, parameter sets, stress relief and HIP. DED may raise questions about wire or powder feedstock, shielding, thermal history, interpass control, post-build machining and NDT. Powder production introduces its own gas atomization or plasma route controls before the powder ever reaches a build.
That distinction helps titanium buyers avoid a common mistake: accepting a supplier’s strongest accreditation statement as proof for the weakest part of the order. If the quoted part depends on a subcontracted heat treatment step, outside HIP capacity, external machining, customer-specific tensile testing or a powder source not covered by the same quality route, the release file should make that boundary visible.
The same logic applies outside AM. A machined titanium part cut from certified bar may not need AM audit evidence, but it still needs material identity, route control, dimensional inspection and final release language. The point is not to over-audit every order. The point is to ask for the evidence chain that matches the route.
Nonconformances Are Buyer Signals, Not Just Auditor Notes
The current report also described recurring AM audit findings around moisture and contamination control, operator training, key process variable documentation, software control, calibration plans and non-compliant tensile test results. It says nonconformances beyond a threshold can trigger a Mode B failure, with PRI categories including potential product impact and confirmed unserviceability. PRI EAN also states that its platform houses a searchable Qualified Manufacturers List that procurement can use to identify accredited companies (PRI EAN).
For a titanium buyer, those findings translate into practical questions. How is powder or wire protected before use? Who is qualified to run the machine or route? Which variables are locked and which can be changed? Which software revision controlled the build or inspection? What happens if tensile results miss a customer requirement? How does the supplier prove that a nonconformance did not affect the shipped lot?
Those questions are not hostile. They are the normal bridge between audit language and procurement risk.
What to Ask Before Placing the Order
Before placing a critical titanium order with an AM or special-process supplier, a buyer should ask five direct questions.
First, what exact audited scope covers this order? A general aerospace quality system is not the same as process-family coverage.
Second, where does the customer requirement enter the supplier’s internal route? The purchase order, drawing revision and specification matrix should not be separated from the traveler.
Third, which material input is controlled? Titanium powder, wire, bar, tube, plate and forging stock all require different release evidence.
Fourth, which steps sit outside the audited or quoted boundary? Heat treatment, HIP, machining, cleaning, NDT and testing can all become release gaps if they are treated as afterthoughts.
Fifth, what does the final certificate actually release? It should connect the lot or serial identity, material route, process record, inspection result and customer approval language.
The real signal in Nadcap’s AM audit expansion is not that titanium buyers should prefer one process route over another. It is that the market is becoming less tolerant of vague process claims. A supplier that can connect audit scope to purchase-order review and final release will be easier to qualify than one that only presents a badge.
For titanium procurement, that is the practical takeaway. The order is not release-ready when a supplier says it has accreditation. It is release-ready when the audit scope, material input, process route, post-processing, inspection data and certificate all describe the same titanium item.
FAQ
# Does Nadcap AM accreditation automatically release a titanium order?
# What should a titanium buyer check in AC7131 audit scope?
# Why does purchase-order review matter in titanium AM procurement?
# How are PBF and DED titanium orders different for evidence review?
# What is a scope-to-order release file for titanium products?
Need this material? Get a factory-direct quote.